Все, что нужно знать об олове для пайки
Содержание:
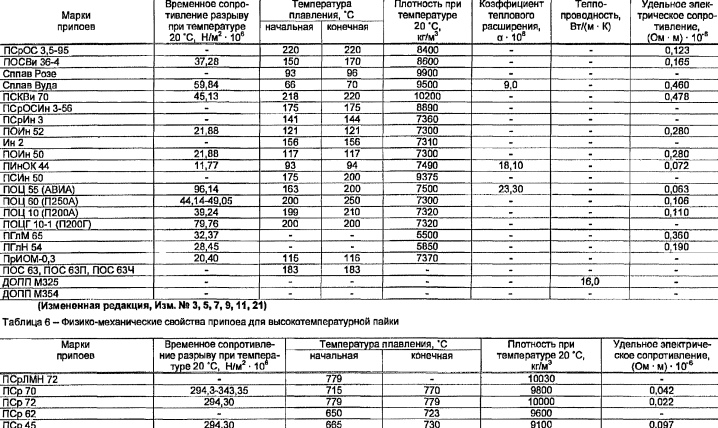
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Описание
Припои выпускаются в виде гранул, прутков, проволоки, порошка, фольги, паст и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла (или металлов), из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.

Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Свойства
К низкотемпературным относят те припои, которые имеют температуру плавления не выше 450 градусов. В категорию наибольшей плавкости относят составы, которые начинают переходить в жидкую форму при температуре менее 145 градусов. Легкоплавкими называют реактивы, у которых точка застывания находится в диапазоне 145—450 градусов. В свою очередь, высокотемпературные припои имеют свою внутреннюю градацию:
-
среднеплавкие (максимум 1100 градусов);
-
высокоплавкие (разжижающиеся при нагреве до 1850 градусов);
-
тугоплавкие (еще менее поддающиеся воздействию температуры).
Кроме этого параметра, классификация по свойствам касается:
-
предположительной температуры при выполнении паяльных работ;
-
удельной массы;
-
электрического сопротивления (в удельном исчислении);
-
предела механической прочности при прикладывании растягивающего усилия.
Прочие
Не относящиеся к собственно припоям особые виды металлических сплавов применяются в электровакуумной технике для электрических вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, когда использование здесь тугоплавких, но относительно дорогих металлов (вольфрам, молибден, платина) не требуется
Для этих материалов особую важность имеет температурный коэффициент линейного расширения (αl{\displaystyle \alpha _{l}}), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с αl{\displaystyle \alpha _{l}} стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а αl{\displaystyle \alpha _{l}} около 4…5·10−6 К−1.
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
С алюминием
Но необходимо знать не только, как паять правильно медные трубопроводы или проволоку
Критически важно знать особенности пайки с алюминием — эта процедура тоже встречается достаточно часто. Она весьма трудна, и велика опасность производственного брака
Только очень аккуратное выполнение работы позволяет избежать массы проблем. Типовые флюсы как для алюминия, так и для меди, тут не подойдут.
Справиться с работой как следует сможет только подготовленный специалист. Для этого понадобятся обязательно специализированные расходники. В ряде случаев вообще нужно применять стальные муфты (другие переходники малоэффективны). Идеальный, по мнению экспертов припой (Castolin192FBK), представляет собой пруток с флюсовой низкотемпературной сердцевиной. Малая текучесть позволяет закрывать даже большие отверстия и тому подобные изъяны.
Иногда применяют поверхностную пайку. Тогда требуется максимально нарастить величину контактной площадки между деталями и припоем. На алюминиевой стороне заготовки формируют воронковидный раструб, куда вводится трубка либо проволочка из меди. По краю воронки льют припой, насыщая весь раструб: чем больше глубина воронки, тем лучше.
С нержавеющей сталью
Свои особенности имеет и соединение меди с нержавейкой. В этом случае применимы положения ГОСТа 17349-79
Рассчитывать на простоту процедуры не приходится, и критически важно использовать специализированные припои. Отказаться от использования флюса невозможно
Обязательно придется проводить все положенные этапы обработки по полной программе, применять все вспомогательные материалы.
Особенно важен используемый инструмент. Мелкие детали можно соединить даже простым электрическим паяльником. Чаще, однако, используют горелки. Они позволяют работать быстрее, упреждая окисление флюса. Но надо будет внимательно смотреть, чтобы поверхность не была перегрета.
В качестве припоя можно воспользоваться латунью. Если нужны ответственные соединения, целесообразно применять более дорогой вариант — комбинацию олова с серебром. Некоторые люди применяют радиотехнический припой, но тогда результат не гарантирован. Остывать припой должен естественным образом
Важно: в процессе работы придется обеспечивать интенсивную вентиляцию
С железом
Спаять медь и листовое железо не так-то просто. Нагрев простой горелкой на пропане уже недостаточен. В качестве флюса подходит только бура. Идеальным припоем окажется латунь. Все прочие варианты не позволяют рассчитывать даже на приемлемый результат.