Как развальцевать медную трубу
Содержание:
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Завальцовка
Завальцовка производится на токарном станке с помощью специальных инструментов. Вследствие упругости тонкого края оправы давление на стекло сравнительно невелико, поэтому при правильной завальцовке оптические детали даже небольшой толщины не деформируются и не получают внутренних напряжений. При завальцовке загибаемый край оправы должен ложиться только на фаску, а не на полированную поверхность линзы. Для придания соединению водонепроницаемости ободок линзы перед установкой в оправу покрывают специальной замазкой.
Завальцовка производится на токарном пли сверлильном станках с помощью специальных инструментов.
Завальцовка, опрессовка, чеканка и квазигидростатическое прессование применяются в основном для соединения поликристаллов сверхтвердых материалов с корпусом. На инструментальных заводах получили наибольшее распространение метод горячего динамического прессования, применяемый на заводе Инструмент ( Ленинград), и метод квазигидростатического прессования. Подогрев державки индукционный, в защитной атмосфере. Метод квазигидравлического прессования предусматривает обжатие той же части державки, что и при горячем динамическом прессовании, но без нагрева. Перед обжатием в гнездо державки вставляют медный или из нержавеющей стали стаканчик, в который устанавливают поликристалл. На стаканчик надевают второй стаканчик, а державку помещают в камеру из котлинита и подвергают обжатию при давлениях до 8000 МПа. При таких давлениях металл державки и стаканчиков становится пластичным, течет ( отсюда и название метода — квазигидравлическое прессование), обволакивает поликристалл и прочно его удерживает. Проведенные на Сестрорецком инструментальном заводе им. Однако для закрепления поликристаллов гексанита Р, чувствительных к перегреву, целесообразнее применять метод квазигидравлического прессования, так как он не требует нагрева.
Завальцовка швов и герметизация крышки обеспечивают полную герметичность барабанов. Наружная поверхность барабана покрыта черным лаком, а днище — голубой краской. На каждом барабане должна быть надпись: наименование завода, название и сорт продукта, номер партии, номер анализа. Едкое кали можно хранить только в неповрежденных барабанах.
Завальцовка корпусов осуществляется в две операции на 10 — 15-тонном эксцентриковом прессе. На пресс устанавливается завальцовочный штамп.
Завальцовка камня в винт-оправу производится на то-карно-часовом станке.
Завальцовка композиции производится на двух или трех вальцах, довальцовка и съем — на одних вальцах. Зазор между валками при завальцовке, довальцовке и съеме должен быть в пределах 1 — 2 мм.
Завальцовка композиции может производиться на одних или нескольких вальцах. Валки вальцов должны быть нагреты до указанной выше температуры и сдвинуты до зазора 3 — 5 мм. Компоненты загружают на ходу вальцов небольшими порциями в течение 5 — 10 мин. После образования сплошного слоя, плотно облегающего валок, масса подрезается ножом и переворачивается. По окончании завальцовки пластифицированная масса в виде рулонов снимается с вальцов, за исключением затравки 3 — 5 кг, и передается на довальцовочные вальцы.
|
Схема работы штампа. |
Завальцовка корпусов осуществляется на эксцентриковом прессе. На пресс устанавливают завальцовочный штамп.
Завальцовка корпусов ртутно-цинковых элементов является одной из самых ответственных операций изготовления источников тока этой системы. Качество завальцовки определяет герметичность элемента.
|
Типы соединений загибкой.| Соединения деталей с помощью вдавливания поясков. |
Завальцовку чаще всего применяют для соединения деталей цилиндрической формы с плоскими.
Завальцовку применяют для труб и деталей трубчатого типа, изготовленных из стали, меди, латуни и алюминия.
Завальцовку или закатку применяют при закреплении круглых линз, стекол, каменных подшипников в оправах или корпусах приборов ( фиг.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Назначение развальцовки
Необходимость развальцовки, а не, например, сварки медных трубок, относящихся к конструкции обогревающих, охлаждающих, иных подобных устройств, вызвана тем, что этот способ полностью безвреден по отношению к пропускной способности узла или магистрали.
Это особенно важно, поскольку трубки в данном случае небольшого диаметра, та же сварка приводит к существенному сужению внутреннего диаметра и снижению работоспособности трубопровода. Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше
Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше.
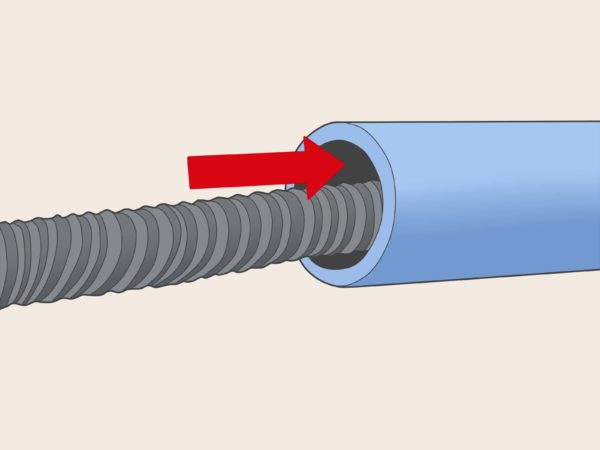
Физическое расширение конца трубки позволяет установить ее на вторую трубу, патрубок без уменьшения внутреннего полезного диаметра и снижения общей пропускной способности конструкции.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие
Это поможет распределить усилие и не повредить трубу.
Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.