Сообщества сделай сам блог как согнуть трубу без трубогиба
Содержание:
- Методы гибки профильных труб
- Гибка без трубогиба – резка болгаркой и сваривание
- Простейшие приспособления для холодной гибки
- Способы гибки профильных труб
- Как согнуть профильную трубу под 90 градусов
- Советы
- В чем заключается сложность гибки профильного проката
- Приспособления для работы
- Ручной метод
- Труба профильная: что это такое
- Как сделать ручной профилегиб с обкатным роликом.
- Альтернативные способы сгибания
- Особенности процесса
- Самостоятельное сгибание металлической трубы
- Что понадобится?
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
Готовый металлопрокат
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.
Трубогиб
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб. Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия. Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.
Трубогиб
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом. При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа. В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.
Форма металлоизделий после изгибания болванкой
Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода. Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом. Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.
Метод резки
С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.
Форма после использования соли и песка
Гибка без трубогиба – резка болгаркой и сваривание
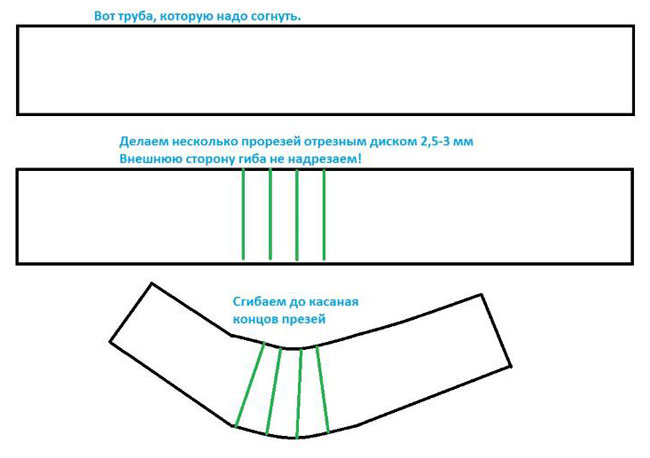
 Чтобы своими руками загнуть изделие без трубогиба, в месте предполагаемого загиба выполняют поперечные распилы. Распиливают только три стороны трубы, а четвертую оставляют нетронутой.
Чтобы своими руками загнуть изделие без трубогиба, в месте предполагаемого загиба выполняют поперечные распилы. Распиливают только три стороны трубы, а четвертую оставляют нетронутой.
Для определения количества вырезов и размеров следует произвести несложный расчет. Как это сделать, рассмотрим на примере. Итак, нужно выполнить загиб на трубе 30 х 50 мм под углом 180 градусов (полный разворот) радиусом 100 мм по стенке 30 мм.
Расчет:
- Длина полуокружности наружного радиуса определяется из соотношения: L = 2 : 2, где – число Пи = 3,14; r – наружный радиус скругления, равный 150 мм; L – длина полуокружности.
- Таким же образом определяется длина полуокружности внутреннего радиуса сгиба Lвн.
- Разность величин наружного и внутреннего радиусов составит искомую величину суммарной длины прорезей на внутреннем радиусе.
Lвыр = L – Lвн.
- Проведя необходимые вычисления получаем результат 157 мм.
- Исходя из ширины реза болгаркой 5 мм, получаем, что на 315 миллиметрах по плоскости сгиба нужно выполнить 157 : 5 = 31 прорезь.
После этого полученную деталь просто сгибают руками до соприкосновения концов вырезов. Прорези необходимо заварить и зачистить сварные швы болгаркой. Щели, которые остаются после таких манипуляций, заваривают, а места сварки зачищают.
Резка болгаркой и сваривание – это образование угла посредством разреза, при котором одна поверхность трубной заготовки остается нетронутой.

Так, как на металл в данном случае осуществляется тепловое влияние, нужно в конце гнутый профиль обработать антикоррозийной защитой.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Способы гибки профильных труб
Существует несколько способов, с помощью которых можно изогнуть профильную трубную конструкцию, не испортив ее.
- Профилегиб — это специальное оборудование, применяемое для сгиба подобного рода труб. Его лучше приобретать тем, кто занимается гибкой профессионально, так как цена данного устройства очень высока. В основном он применяется в крупной промышленности и строительстве. Такой профилегиб используется для труб больших диаметров — от 3,2 до 7,6 см.
- Профилегиб ручного типа — это прекрасная альтернатива профессиональному станку. Он стоит не так дорого, но при работе с ним нужно приложить немало физических усилий. Для тех, кто периодически занимается гибкой профтруб, этот вариант будет наиболее подходящим.
- Если же выполнить гибку трубной конструкции необходимо однократно, лучше обратиться в специальную мастерскую, предоставляющую подобные услуги. Это обойдется в несколько раз дешевле, чем приобретение специального устройства.
Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.
Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.

Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.

Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.

Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.


С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.

Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.

Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.
Советы
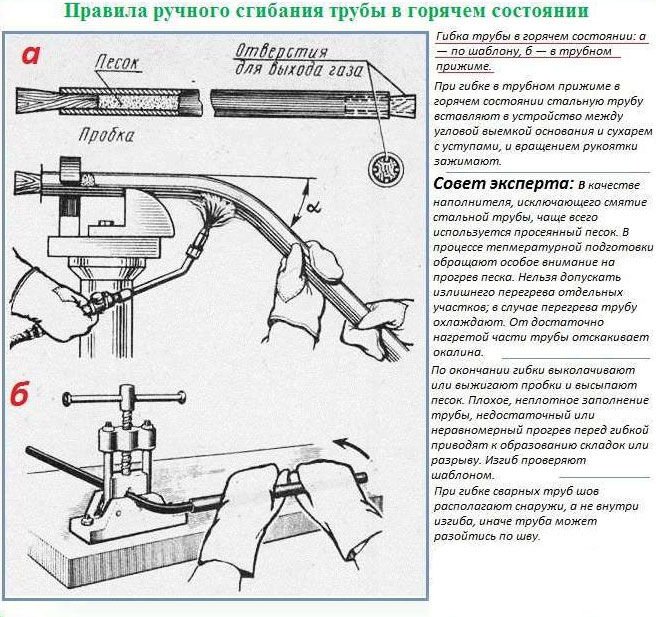
О тонкостях горячего метода
Чтобы удачно изогнуть трубу горячим способом, следует применить наполнитель из песка. Идеальным вариантом является среднезернистый песок – строительный или речной. Если нет возможности использовать именно такой, в крайнем случае подойдет и материал из детской песочницы, но предварительно очищенный от ненужного содержимого. Для очищения от ненужных примесей его требуется просеять через сито с отверстиями около 2 миллиметров. После первого просеивания на сите останутся крупные элементы – веточки и камешки. Их присутствие в наполнителе крайне нежелательно, потому что при нагреве они могут повлиять на рельеф и образовать выпуклости. Далее требуется просеять будущий наполнитель второй раз, уже через мелкое сито для избавления от слишком мелкого песка. После просеивания песок подвергают прокаливанию.
Трубу, на месте, где будет происходить изгибание, отжигают. Перед засыпанием наполнителя стоит позаботиться о заглушках, которые не дадут ему высыпаться. Рекомендовано изготавливать их из дерева, так, чтобы они плотно прилегали к стенкам. В одной из заглушек необходимо проделать пазы, через которые должен будет выходить горячий воздух. Такие отверстия располагают на каждой из сторон, то есть при квадратном сечении их должно быть четыре. После установления заглушки без отверстий через воронку можно начинать засыпку наполнителя. При этом периодически следует простукивать деталь для уплотнения песка. После закрепления второй заглушки можно намечать место изгиба, закреплять деталь и производить равномерный нагрев. Если деталь сварная, то шов должен быть расположен снаружи изгиба во избежание его расхождения. Цвет готовой к гнутью детали должен быть красно-вишневого цвета, а от трубы – отлетать окалина.
О тонкостях холодного метода
Тонкости холодного метода:
- Без использования специальных инструментов и нагревания в холодное время года можно значительно облегчить процесс гибки. Для этого, альтернативно способу с песком, в качестве наполнителя используется вода. После наполнения и установки заглушек изделие выставляется на мороз на время, необходимое для полного замерзания жидкости. В свете физических свойств замороженной воды, изгибание осуществить будет проще.
- Во избежание травм кистей и для уменьшения приложенных усилий предлагается использовать профильную трубу сечением чуть больше изгибаемого. Для этого больший профиль надевается по краям меньшего, таким образом, увеличивая плечо силы.
- Мастера советуют делать пробный изгиб на ненужной части изделия, это даст представление о его физических свойствах и предотвратит ошибки в последующих попытках.
Подытоживая вышеописанное, можно сделать выводы о том, насколько будет эффективен тот или иной способ. Целесообразнее для получения более качественного результата и экономии времени обратиться к профессионалам, располагающим специально предназначенным для этих целей оборудованием. Если работы подразумевают множественное изгибание изделий, то почему бы не задуматься о приобретении специального оборудования, а также, возможно, и о предоставлении услуг по сгибанию другим людям. В таком случае можно будет быстро окупить устройство.
О том, как согнуть трубу без трубогиба для навеса, смотрите в следующем видео.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.
Все способы, как согнуть ПНД трубу на производстве и в домашних условиях
Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Приспособления для работы
 Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Как правило, часто требуются разные диаметры для изделий из согнутой трубы. Поэтому одним кондуктором попросту не обойтись.
https://youtube.com/watch?v=LfJB8RFfoVE
Трубогиб своими руками
Чтобы механизировать изгиб материала и не тратить финансы, можно изготовить домашний трубогиб. Но и для такого приспособления нужно будет небольшое вложение. Для такого оборудования потребуются:
- 2 валика диаметром около 10 см;
- 1 валик с зажимом;
- металлическая стойка.

 Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Минус такого аппарата в том, что на нем не получится изготавливать изгибы с маленьким радиусом. Попросту не хватит силы давления на зажиме. Материал, который будет получаться после домашнего станка, идеально подойдет для теплиц, навесов и других изделий, где не требуется острый угол.
Originally posted 2018-04-18 12:13:42.
Ручной метод
Не стоит огорчаться, если в процессе монтажа какой-либо системы в своем домовладении и вас возникла необходимость в изогнутых трубах, а профессиональных инструментов у вас нет, и не было возможности приобрести готовые изогнутые трубы под нужным углом. Все это можно сделать собственноручно и не выходя из дома, если в вашем арсенале есть даже самые элементарные инструменты. Начнем.
Захватываем руками конструкцию и постепенно сгибаем, плотно зажимая ее. Делать это необходимо с особой аккуратностью, чтобы не сломать деталь. Данный процесс осуществляйте постепенно, медленно продвигаясь вдоль трубы. Эти действия повторяем в шесть – семь ходов. Но в ручную согнуть можно не каждую трубу. Например, труба из алюминия сгибается легко, а вот металлическая не очень.
Специалисты советуют. Прежде, чем приступить к сгибам трубы непосредственно при поведении сантехнических работ, попробуйте это сделать на каком-нибудь ненужном отрезке. Только не спешите, не делайте резких движений. Это может привести к деформации трубы либо к ее поломке. Своими руками качественно можно изогнуть трубы, если их диаметр не превышает двадцати миллиметров. Можно попробовать и чуть больший диаметр, но усилий и аккуратности должно быть в разы больше.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

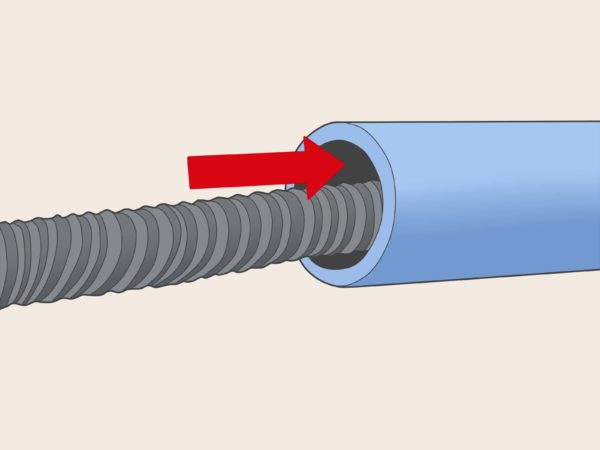
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ


Самостоятельное сгибание металлической трубы
Если у вас нет специального оборудования, то чтобы согнуть металлическую трубу в домашних условиях, вы можете использовать один из следующих методов:
- Обычно в процессе сгибания трубы могут ломаться или уменьшаться в диаметре. Чтобы этого не произошло, изделие нужно заполнить сухим просеянным песком. Чтобы песок не высыпался, на концах заготовки устанавливаем заглушки. Проще всего для этого подготовить деревянные чопики и вбить их, но так, чтобы потом можно было легко вытащить без деформации трубы. Теперь заготовку можно сгибать, не боясь, что она сломается и уменьшится в сечении. При этом если труба выполнена из мягкого металла, то процедуру можно легко провести без использования вспомогательных инструментов. Для более плотного материала можно использовать дополнительную трубу нужного диаметра, которая будет надёжно закреплена в земле или другом оборудовании. В этом случае заготовку гнём, используя принцип рычага.
- Если нужно согнуть алюминиевую или стальную заготовку, то процедуру делают с использованием паяльной лампы или газовой горелки. Для начала в отрезок изделия нужно насыпать просеянный мелкий песок и заглушить концы. Затем элемент фиксируем в тисках. После этого участок, который нужно согнуть, нагреваем при помощи горелки. Греть стоит до тех пор, пока это место не приобретёт ярко-красный оттенок. Проконтролировать, что алюминиевая труба достаточно нагрета, можно при помощи листка бумаги. Если его поднести к нагретой трубе, бумага должна загореться или начать дымить. После этого на руки одеваем перчатки, чтобы защититься от ожогов, и постепенно гнём трубу.
Если нужно изогнуть трубу квадратного сечения (небольших размеров), то процедуру можно выполнить без нагревания. Однако засыпать песок или залить воду зимой всё равно придётся. Для сгибания вам понадобится резиновая киянка. Далее трубу укладываем на две опоры и ударами киянки в центральной части сгибаем заготовку. Если изгиб получится слишком большой, то элемент в этом месте нагревается и немного распрямляется. Однако при таком методе форма профильного изделия может немного нарушиться
Если вам очень важно сохранить правильное сечение профильной трубы, то нужно найти прочную пружину подходящего диаметра (по размеру внутреннего сечения элемента). Помещаем пружину внутрь заготовки в районе места сгибания, привязав её проволокой, чтобы потом можно было извлечь
Теперь можно смело гнуть отрезок трубопровода, не боясь деформации сечения.
Целесообразность использования метода со сварочным агрегатом и болгаркой под вопросом, но мы опишем и его. Для этого на участке изгиба при помощи угловой шлифмашинки наносятся неглубокие надрезы. Это позволяет снизить прочность изделия, после чего его легко согнуть вручную. Затем надрезы завариваются сваркой.
Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.
Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

















