Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Содержание:
- Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Рекомендации и возможные ошибки
- Методы гибки труб без заводских приспособлений
- Как работать с трубогибомв домашних условиях
- Пошаговый план сборки
- Трубогибочные станки работающие способом наматывания
- Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
- Компания КАМИ предлагает следующие типы трубогибочных станков:
- Одноосевой полуавтоматический трубогиб
- Двухосевой полуавтоматический трубогиб
- Двусторонние трубогибы
- Автоматические трубогибы с ЧПУ, которые делятся на три подтипа:
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Рекомендации и возможные ошибки
При изготовлении инструмента своими руками пользователь руководствуется рекомендациями специалистов:
- При сборке транспортера рекомендуется внимательно выполнить установку звездочки цепной передачи, так как ее неправильная фиксация становится причиной поломки оборудования.
- Во время изготовления прижимного механизма рекомендовано строгое соблюдение всех основных размеров, которые указываются в чертежах. При наличии отклонений неневозможно гарантировать точность радиуса изгиба труб.
- После изготовления инструмента за ним рекомендуется обеспечить соответствующий уход, что положительно отобразится на длительности эксплуатации.
- В процессе использования инструмента отслеживается работоспособность всех его частей, а также ограничивается возможность негативного воздействия факторов окружающей среды.
- На состояние устройства негативно влияют осадки, поэтому рекомендовано обеспечить качественную защиту прокатных роликов от влаги. В противном случае будет появляться ржавчина, что негативно отобразится на работе оборудования.
- После работы со станком проводится его очистка от пыли, грязи и песка.
- Если трубогибный станок имеет электрический привод, то для обеспечения его высокой производительности и эффективности в работе рекомендовано регулярное обеспечение профилактики и обслуживания.
Гибка металла – это универсальная процедура, которая позволяет сгибать профтрубы под определенным узлом. При небольшом радиусе можно провести манипуляцию вручную. Если труба имеет толстую стенку и внушительный радиус, то рекомендуется пользоваться трубогибом, который можно приобрести или сделать своими руками.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
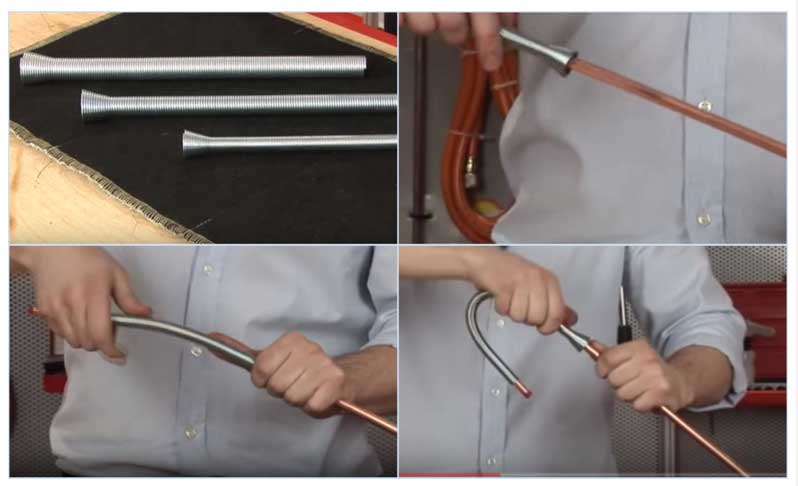
Рис. 11 Как получают нужный радиус изгиба медной трубы
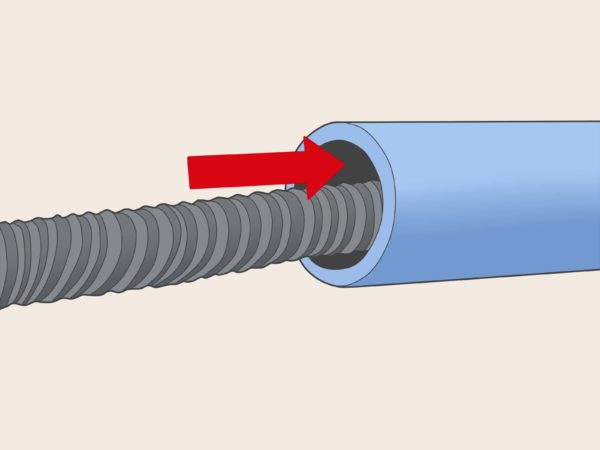
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Как работать с трубогибомв домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям.
Пошаговый план сборки
Ручной трубогиб, позволяющий изменять форму профильной трубы, собирается путем выполнения следующих действий:
- подготовка каркаса, части которого соединены посредством сварки и болтов;
- установка оси вращения и роликов в соответствии с выбранным чертежом;
- работа механизма гибочного инструмента осуществляется посредством цепной передачи;
- также необходима ручка, крепящаяся к одному из роликов, с помощью которой будет обеспечиваться крутящее усилие.
Конечно при сборе следует руководствоваться и типом материала, с которым предстоит работать. Легкий, самый простой агрегат отлично подойдет для труб малого диаметра.
Технологическая последовательность изготовления аппарата выглядит следующим образом:
- с использованием шпонки на прижимном валу размещаются шестерни, подшипники и кольца;
- в кольцах проделываются отверстия, необходимые в установке прижимного ролика;
- после окончания подготовительных работ все детали конструкции собираются в соответствии с заранее подготовленным чертежом;
- в конечном этапе подвешиваются полки с закрепленными на них пружинами, а также устанавливаются боковые ролики, к одному из которых прикреплена ручка.
Существуют также некоторые нюансы при сборке. Так, прижимной ролик необходимо не только фиксировать с помощью шпонок, но и дополнительно прикручивать к полке. Данный вал следует монтировать к полке с приваренными заранее гайками для пружин.
Натянуть цепь поможет магнитный уголок, использующийся в качестве держателя. Домкрат необходимо устанавливать на подвесной платформе с применением болтовых соединений и сварки.
Чертеж трубогиба.
В интернете можно найти большое количество фото и видео, посвященных изготовлению трубогиба с гидравлическим приводом. Подобный агрегат оснащается гидроцилиндром, нагнетателем и упорами. Стоит сразу отметить, что данная сборка является более сложной и трудоемкой.
Обычно конструкция инструмента включает в себя:
- гидравлический домкрат с большой грузоподъемностью;
- башмак;
- два-три ролика;
- швеллер;
- толстые металлические пластины.
Выше приведены лишь самые главные составляющие, на самом деле сборка потребует большего количества деталей в зависимости от выбранной конструкции.
Сделать подобный агрегат можно по схемам из интернета.
В основном они включают в себя следующие технологические процессы:
- изготавливается каркас, на который будут установлены ролики и башмак;
- на нижнюю платформу, выполненную из металлической пластины, монтируется домкрат;
- самая трудная часть сборки – это подбор вальцов необходимого размера, чтобы они плотно прижимались к трубе;
- ролики и башмак фиксируются с помощью болтов, закручивающихся в заранее проделанные отверстия в соответствии с выбранной схемой.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Компания КАМИ предлагает следующие типы трубогибочных станков:
Одноосевой полуавтоматический трубогиб
|
||
| Автоматическая гибка | Ручной поворот | Ручная подача |
Машины такого уровня применяются для выполнения несложных гибов (в одной плоскости) и при небольших объемах производства.
Двухосевой полуавтоматический трубогиб
|
||
| Автоматическая гибка | Автоматический поворот трубы | Ручная подача |
Машины такого уровня применяются для выполнения более сложных гибов, нежели предидущий тип (гибка в нескольких плоскостях, но при небольших объемах производства, так как подача трубы остается в ручном режиме).
Двусторонние трубогибы
На станках данного типа параллельно установлены два гибочных ролика, для получения изделий с симметричным гибом. Гиб осуществляется автоматически. Также, существуют модели с поворотом гибочного узла для получения гиба в двух плоскостях.
Автоматические трубогибы с ЧПУ, которые делятся на три подтипа:
- Гидравлического типа (все оси управляются от гидроприводов)
- Гибридного типа (комплексное применение гидро- и серво- приводов для управления осями станка)
- Сервоприводного типа (все оси управляются от сервоприводов) – самый точный и производительный тип трубогибочных станков.
Также, автоматические трубогибы бывают двухголовочного типа, машины такого типа являются самым сложным и дорогим оборудованием, их применение целесообразно в случаях, когда изделие гнется в нескольких плоскостях и конструкция одноголовочной машины не позволяет их осуществить. Для утверждения необходимости такого станка применяются современные программы 3D моделирования процесса гибки, которые могут воспроизвести технологию и помочь определить, не будет ли происходить столкновение изделия с узлами станка в процессе обработки.
Подбор автоматического трубогиба с ЧПУ должен начинаться с проработки чертежей и оценки серийности производства. Только обладая этими данными возможно определить:
- Какие привода целесообразно применять в той или иной технологии
- Необходимое количество уровней гибочных роликов
- Необходимость функции проталкивания
- Наличие бустера
- Количество гибочных узлов
Самыми основными параметрами при выборе трубогиба являются:
- Материал трубы / профиль трубы
- Диаметр трубы / размеры профиля
- Толщина стенки трубы / профиля
- Радиус изгиба CLR (Средний радиус по оси трубы)
- Угол изгиба
Более подробно о разглаживателе:
|
Применяется при гибке больших диаметров труб с малым радиусом, например, Dтр= 50,8 при радусе гиба, равному 2D трубы или ниже. Также, его необходимость может возникнуть при определенном состоянии трубы и вида трубы. Материал, из которого производят разглаживатель — сплав бронзы. Основная функция разглаживателя — сбалансировать взаимное расположение поверхности трубы с поверхностю гибочного ролика для улучшения качества гиба, избегания смятия и появления «гофр» в месте гиба. После около 500 изгибов разглаживатель нужно заменить на новый. |
Что касается дорна.
|
Разработан стандартный тип для несложных гибов. Если же радиус гиба будет меньше 2-х диаметров трубы, то рекомендуется использовать «шариковый дорн». |
На данный момент, ассоциация КАМИ предлагает большой выбор станков разного класса.
Более подробно ознакомиться можно в разделе: Трубогибочные станки Компания КАМИ будет поддерживать, как склад оборудования, так и склад запасных частей, расходных материалов и оснастки.
станет прекрасным участником Вашего производственного процесса, поможет улучшить качество изделий и увеличить объемы производства.
Подробная информация по телефону: 8-800-1000-111 и 8 (495) 781-55-11