Особенности конструкции и изготовление гибочного станка для профильной трубы
Содержание:
- Гидравлические профилегибы и профилегибы с электроприводом
- Гибочный станок для арматуры своими руками
- Изготовление прокатной конструкции своими руками
- Виды профилегибов
- Устройство трубогибочного станка и инструкция по его сборке
- Принцип работы гибочного станка
- Основное назначение профилегиба
- Как изготовить профилегиб еще более простой конструкции
Гидравлические профилегибы и профилегибы с электроприводом
Гидравлические профилегибы и профилегибы с электроприводом — это специальное промышленное оборудование, предназначенное для выполнения гибки металлического профиля под требуемые параметры радиуса.
Принцип работы
Принцип работы любого профилегиба абсолютно одинаков. Чтобы получить необходимый изгиб, заготовку прокатывают между тремя валами под большим давлением, придавая ей нужную толщину и желаемый радиус гиба.
Использование сменных роликов на профилегибах позволяет обрабатывать изделия сложных форм.
Электрический профилегиб
Электрический профилегиб (профилегиб с электроприводом или электромеханический) широко используется на металлообрабатывающих предприятиях, занимающихся серийным изготовлением изделий.
Если его сравнить с ручным профилегибом, то первым делом стоит отметить, что электрический профилегиб выполняет радиусную гибку профиля более точно и качественно. Также он отличается высокой скоростью обработки, благодаря чему увеличивается производительность.
Профилегиб с электроприводом позволяет обрабатывать любые виды профилей малых и средних типоразмеров. Чаще всего их используют для гибки металлических труб, уголков, полос, швеллеров.
Если вы хотите купить электрический профилегиб, то обратите внимание на электромеханические профилегибы от компании Bendmak. Профилегибы Bendmak отличаются оптимальным соотношением цены и качества
Самый популярный среди электромеханических профилегибов — PRO 40.

Гидравлический профилегиб
Гидравлический профилегиб предназначен для радиусной гибки заготовок большого сечения. Благодаря гидравлической системе, такой профилегиб характеризуется высокой мощностью, способной справиться со значительным сопротивлением металла.
Профилегиб с гидроприводом универсален и позволяет выполнять гибку спиралей, дуг, колец, профилей различного сечения (круг, квадрат, полоса, уголок, швеллер, труба, тавр, двутавр и т. д.).
Важно: для каждого типа профиля устанавливается соответствующий комплект роликов (подробнее смотрите в таблице). Некоторые модели гидравлических профилегибов могут быть оснащены системой ЧПУ
Станок с ЧПУ позволит изготавливать детали высокого качества с безукоризненно точными геометрическими параметрами. При серийном производстве различных изделий профилегиб с ЧПУ позволит сэкономить время на настройке станка, так как для начала работы нужно будет всего лишь загрузить готовую программу
Некоторые модели гидравлических профилегибов могут быть оснащены системой ЧПУ. Станок с ЧПУ позволит изготавливать детали высокого качества с безукоризненно точными геометрическими параметрами. При серийном производстве различных изделий профилегиб с ЧПУ позволит сэкономить время на настройке станка, так как для начала работы нужно будет всего лишь загрузить готовую программу.
Также гидравлические профилегибы могут иметь цифровую индикацию (NC controller) и широкий спектр других полезных опций, которые недоступны для электрических профилегибов.
Гидравлические профилегибы имеют широкую область применения. Их используют на производствах для изготовления мебельных каркасов, строительных ограждений, различных архитектурных элементов, а также при возведении больших металлоконструкций, используемых в машиностроении, авиа- и станкостроении.
Самые популярные модели гидравлических профилегибов — это гидравлический профилегиб PRO 100 и PRO 80.

Выбор профилегиба
Существуют разные модели электрических и гидравлических профилегибов. Выбор профилегиба будет зависеть от типа и максимального сечения профиля или трубы. Для работы с профилем максимальным сечением до 70х30х2 мм подойдет профилегиб с электроприводом. При работе с заготовками большего сечения лучше купить гидравлический профилегиб.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
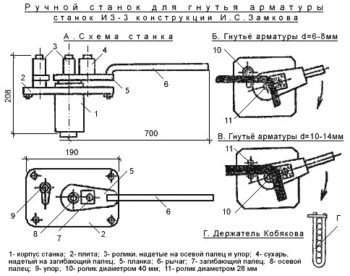
Схема станка для гибки.
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается ручного варианта станка.
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 – 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин
При помощи сварочного оборудования изготавливают опорные ноги и станину Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки. Устанавливают опорные валы
Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
В опорной раме станины прорезают паз под натяжной ролик
Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Это интересно: Вальцовочные станки для гибки листового металла — видео, чертежи, ГОСТ
Виды профилегибов
Фото профилегиба, сделанного своими руками
Листая чертежи станков, можно встретить устройство с разными параметрами, техническими характеристиками. Потому, выбирая чертеж, подумайте над тем, какие именно профильные трубы вам предстоит гнуть. От этого напрямую зависит особенность будущей конструкции, выполненной своими руками.
Устройство для сгибания профильных труб различают по способу их размещения.
- Стационарные профилегибы. Это крупное устройство, предназначенное скорее для промышленных целей, нежели бытовых нужд. Потому встречаются они в хозяйстве редко. Для такого станка характерна высокая производительность. Перед размещением оборудованием, стационарный профилегиб требует организации фундамента или сварного короба.
- Переносные профилегибы. Среднее по размерам устройство, используемое на небольших предприятиях или в мастерских. Для установки станка потребуется основание или каркас из прочного металла. Сделать подобный самодельный профилегиб возможно, если опираться на соответствующие чертежи.
- Ручные профилегибы. Носимое устройство, используемое при гибке тонких профилей, основное предназначение которых — декорирование. Устройство устанавливается на любую ровную поверхность. Предварительной подготовки или усиления основание станка не требует. Этапы профилегибочного процесса осуществляются вручную.
Чертеж устройства профилегиба
Также профилегибы различают по типу используемого привода.
- Ручной. Сгибание изделий осуществляется за счет усилий, приложенных мышцами пользователя. Минус такого привода в том, что невозможно контролировать радиус кривизны, а также создавать на одной заготовке множество изгибов;
- Гидравлический. Усилие на заготовку подает гидродомкрат. Если вы хотите сделать устройство своими руками, возьмите подходящие вам чертежи и следуйте инструкции. Гидравлические профилегибы являются наиболее распространенными среди самодельных устройств;
- Электрический. Сгибательный процесс осуществляется за счет работы электромотора. Минус станка в том, что он потребует подключения к электросети и будет от нее зависим. А это дополнительные затраты за электричество. Зато к такому типу станка подключаются электронные контроллеры, определяющие точность сгибания заготовки.
https://youtube.com/watch?v=1IiZIyUaALo
Дополнительно устройство профилегиба следует разделить на:
- Роликовое. Здесь нужный изгиб станком задается за счет проката, который устанавливается между 2 рядами специальных роликов;
- Плитное. Сгибание станком осуществляется на штырях, вмонтированных в бетонное основание. Очень легко изготовить, но потребует внушительных физических усилий. Согнуть толстые профили будет практически невозможно.
Способы сгибания
Перед тем как сделать профилегиб и выбрать чертеж станка, вам следует определить, какой способ сгибания заготовок вы хотите использовать. Выделяют четыре разновидности.
- По шаблону. Обычно это деревянный шаблон с упорами по краям станка. Профильная труба заводится на конструкцию и сгибается вручную. Имея под рукой подобный чертеж, изготовить устройство для гибки по шаблонам не сложно. Единственный минус — невозможно контролировать диаметр при сгибании. Чтобы усилие распределялось равномерно, а сама труба не деформировалась, рекомендуется перед сгибанием заполнить трубу песком.
- Выдавливание. Это безматричная прессовка, при которой используют один пуансон. Вместо матрицы применяют поворотные башмаки или ролики. За счет этого сгибание получается более точным. Но работать нужно постепенно, не делая резких движений.
- Прессовка. Здесь можно задействовать тиски, шкив и тормозные барабаны. Чтобы сделать подобный станок, на губы тисков нужно установить матрицу и пуансон.
- Прокатка. На таком станке заготовка проходит между роликов, установленных в два ряда. Удобные в эксплуатации агрегаты, позволяющие добиться нужной кривизны профиля.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
 Станок ручной для гибки арматуры.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
-
Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. -
Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. -
Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
 Конструкция трубогиба.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
- цельных заготовок квадратного и прямоугольного сечения;
- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.
Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
Конструкция профилегибочного станка
обрабатывать любые изделия
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка

механических и электрических элементов
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы на подобном устройстве, вам потребуются серьезные физические усилия.

Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется , который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.