Индукционная печь для плавки металла
Содержание:
- Индукционные печи своими руками
- Параметры печи «САК-1»
- Индукционный нагрев — установки без сердечника
- Индукционные печи для плавки металла
- Минусы индукционной панели
- Примечания
- Печь индукционная для плавки металла
- Контактное устройство индукционной тигельной печи.[править]
- Общая характеристика индукционных тигельных печей.[править]
- Разновидности оборудования
- Виды
- Виды индукционных печей
- Индукционный нагрев — установка с сердечником
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
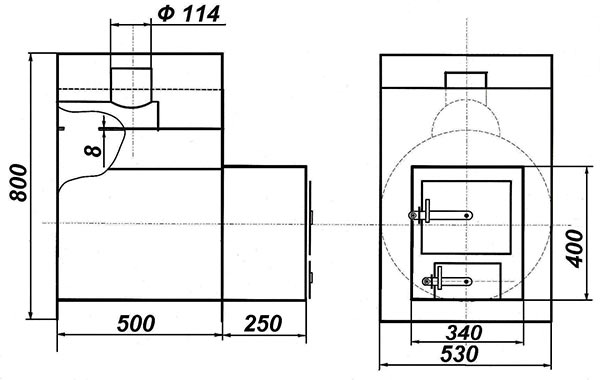
Параметры печи «САК-1»
Данная индукционная печь чаще всего используется для плавки свинца, а также олова. В отдельных случаях разрешается закладывать медь, однако производительность значительно падает. Средняя температура плавления колеблется в районе 1000 градусов, мощность данное устройство имеет в 250 кВт. За час непрерывной работы есть возможность пропустить до 400 кг цветных металлов. При этом емкость оборудования позволяет загружать до 1000 кг материала. Напряжение питающей сети составляет 0.3 кВ.
Расход воды для охлаждения модели «САК-1» незначительный. За час печью потребляется примерно 10 кубических метров жидкости. Удельный расход электроэнергии также небольшой и составляет 530 кВт. Преобразователь частоты в данной конструкции предусмотрен марки «ТПЧ-400». В целом модель «САК-1» получилась экономичной и простой в использовании.

Индукционный нагрев — установки без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).
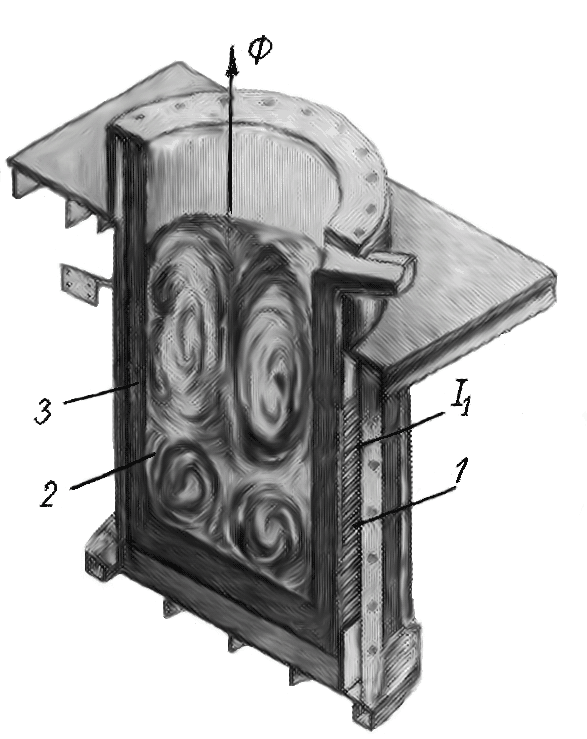
Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Данная статьи была взята из этого первоисточника.
Индукционные печи для плавки металла
Принцип работы
Индукционный нагрев положен в основу действия печи. Другими словами, электрический ток образовывает электромагнитное поле и получается тепло, которое используется в промышленных масштабах. Этот закон физики изучается в последних классах общеобразовательной школы. Но понятие электрического агрегата и электромагнитных индукционных котлов нельзя путать. Хоть в основе работы и там и тут лежит электричество.
Как это происходит
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся внутри. Конденсатор задействуется для создания контура колебания, в основе которого лежит постоянная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до предела в 200 В индуктор создает магнитное поле переменного действия.
Замыкание цепи происходит, чаще всего, посредством сердечника из ферромагнитного сплава. Переменное магнитное поле начинает взаимодействие с материалом заготовки и создает мощный поток электронов. После вступления в индукционное действие электропроводящего элемента в системе происходит возникновение остаточного напряжения, которое в конденсаторе способствует возникновению вихревого тока. Энергия вихревого тока преобразовывается в тепловую энергию индуктора и происходит нагревание до высоких температур плавления искомого металла.
Тепло, производимое индуктором, применяют:
- для расплавления мягких и твердых металлов;
- для закаливания поверхности металлических деталей (например, инструмента);
- для обработки в термическом режиме уже произведенных деталей;
- бытовых потребностей (обогрев и кулинария).
Минусы индукционной панели
У самой популярной на сегодняшний день варочной панели есть и недостатки.
Высокая стоимость
Пока стоимость приборов подобного рода заметно выше стоимости привычных варочных поверхностей. Но ситуация постепенно начинает меняться в лучшую сторону. Производители современной бытовой техники в последнее время всё чаще начинают предлагать вниманию покупателей более бюджетные варианты индукционных плит.
Вредное воздействие электромагнитного излучения
Никакой особой опасности для людей в этом случае нет. Вихревые токи, образующиеся в процессе работы индукционной варочной панели, локально ограничены корпусом данного прибора. Однако, необходимо следить за тем, чтобы части тела не находились в непрерывном контакте с подобной плитой в процессе приготовления пищи. Оптимальным безопасным расстоянием считается 0,5 метра, допустимым — 30 см.
Повышенные требования к посуде

При приготовлении пищи на индукционной плите не допускается использование алюминиевой либо медной посуды. Стеклянные, фарфоровые и керамические изделия тоже не пригодны для этих целей. Можно пользоваться эмалированной посудой, сковородками из чугуна и изделиями из «нержавейки»:
Днище посуды должно иметь в диаметре не менее 12 см. Это обеспечит требуемую площадь соприкосновения с конфоркой, поскольку если кастрюля или сковородка будут занимать менее 70% поверхности конфорки, индукционная плита не будет осуществлять нагрев
Толщина дна изделия при этом должна составлять от 2 до 6 мм.
При выборе посуды для индукционной плиты рекомендуется обращать внимание на маркировку. Производители в большинстве случаев стараются информировать покупателей о ферромагнитных свойствах посуды при помощи специальных символов.
Если используемая посуда будет иметь дно не плоское, а с возвышением в области центра, в процессе приготовления пищи на подобном устройстве может появляться заметный шум.
Примечания
- Андрей Р. . MOIARUSSIA (6 июня 2016). Дата обращения 16 февраля 2019.
- (недоступная ссылка). lounb.ru. Дата обращения 16 февраля 2019.
- .
- . RusCable.Ru. Дата обращения 16 февраля 2019.
- .
- магнезитохромит — огнеупорный материал, изготовленный из смеси магнезитового порошка (65—80 %) и молотого хромита. Применяется в металлургической, цементно-обжигательной печах
- конструкционная сталь — общее название сталей, предназначенных для изготовления строительных конструкций и деталей машин или механизмов
- асбоцемент — строительный материал, получаемый при твердении водной смеси портландцемента и асбестового волокна. Водонепроницаем, огнестоек и морозостоек, имеет повышенную химическую стойкость
Печь индукционная для плавки металла
Индукционная печь – это нагревательное устройство, где для плавки стали, меди и других металлов применяется метод индукционного воздействия (металл нагревается токами, возбуждаемыми не переменным полем индуктора). Некоторые считают индукционные печки одним из видов отопительных приборов сопротивления, однако отличие состоит в способе передачи энергии нагреваемому металлу. Сначала электрическая энергия становится электромагнитной, затем опять электрической, и только в самом конце превращается в тепловую. Индукционные печки считаются самыми совершенными из всех газовых и электрических (муфельные, сталеплавильные, мини печки), благодаря своему методу нагрева. При индукции тепло выделяется внутри самого металла, и использование тепловой энергии является наиболее эффективным.
Индукционные печи делятся на два типа:
- с сердечником (канальные);
- без сердечника (тигельные).
Вторые считаются более современными и полезными (отопительные приборы с сердечником, из-за своего устройства, ограничены в мощности). Переход от канальных к тигельным печкам начался еще в начале 1900-х. На данный момент они широко применяются в промышленности.
Однако, на данный момент, выплавка стали чаще производится при помощи такого нагревательного сооружения как дуговая сталеплавильная печь, в ней для плавки используется тепловой эффект, а он является более удобным и практичным. Своими руками вы можете сделать множество несложных нагревательных конструкций. Например, очень популярна самодельная плавильная печь. Если вы решили соорудить нагревательную мини конструкцию своими руками, необходимо знать ее устройство. Видов индукционных печей существует много, но мы опишем только некоторые из них. При необходимости, вы сможете воспользоваться нужными схемами, чертежами и видео записями.
Контактное устройство индукционной тигельной печи.[править]
Электрооборудование включает в себя:
- печь,
- комплект измерительных приборов с трансформаторами,
- генератор повышенной или высокой частоты,
- коммутационную и защитную аппаратуру,
- конденсаторную батарею, емкость которой можно менять.
Электрооборудование и измерительные приборы в случае повышенной и высокой частоты должно иметь специальное исполнение, допускающее использование специальной аппаратуры в зоне повышенных частот.
Переключатель S позволяет изменять в процессе плавки коэффициент связи индуктора и садки. Такое изменение необходимо в связи с тем, что активное сопротивление шихты различно в различные моменты процесса.
Контакторы К1, К2, К3 позволяют изменять в процессе плавки емкость компенсирующей конденсаторной батареи и поддерживать cos.=1 в цепи индуктора. Это приходится делать, потому что во время плавки также изменяется и индуктивное сопротивление садки, так как изменяется магнитная проницаемость, величины вихревых токов и т. д.
Общая характеристика индукционных тигельных печей.[править]
Индукционный нагрев — нагрев тел в электромагнитном поле за счет теплового действия электрического тока, протекающего по нагреваемому телу и возбуждаемого в нем благодаря явлению электромагнитной индукции. При этом ток в нагреваемом изделии называют индуцированным или наведенным током. Индуцированными установками называют электротермические устройства, предназначенные для индукционного нагрева тел или плавки тех или иных материалов.
Индукционная печь — часть индукционной установки, включающая в себя индуктор, каркас, камеру для нагрева или плавки, вакуумную систему, механизмы наклона печи или перемещения нагреваемых изделий в пространстве и др.
Индукционная тигельная печь (ИТП), которую иначе называют индукционной печью без сердечника, представляет собой плавильный тигель, обычно цилиндрической формы, выполненный из огнеупорного материала и помещенный в полость индуктора, подключенного к источнику переменного тока. Металлическая шихта загружается в тигель, и, поглощая электромагнитную энергию, плавится.
Достоинства тигельных плавильных печей:
1. Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
2. Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объему ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
3. Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
4. Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
5. Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создает условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
6. Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;
7. Высокая гигиеничность процесса плавка и малое загрязнение воздуха.
К недостаткам тигельных печей относятся относительно низкая температура шлаков, наводимых на зеркало расплава с целью его технологической обработки. Шлак в ИТП разогревается от металла, поэтому его температура всегда ниже, а так же сравнительно низкая стойкость футеровки при высоких температурах расплава и наличие теплосмен (резких колебаний температуры футеровки при полном сливе металла).
Однако преимущества ИТП перед другими плавильными агрегатами значительны, и они нашли широкое применение в самых разных отраслях промышленности.
В зависимости от того, идет ли процесс плавки на воздухе или в защитной атмосфере, различают печи:
- открытые (плавка на воздухе),
- вакуумные (плавка в вакууме),
- компрессорные (плавка под избыточным давлением).
По организации процесса во времени:
- периодического действия
- полунепрерывного действия
- непрерывного действия
По конструкции плавильного тигля:
- с керамическим (футерованным) тиглем,
- с проводящим металлическим тиглем,
- с проводящим графитовым тиглем,
- с холодным (водоохлаждаемым) металлическим тиглем.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов
Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость — тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Индукционный нагрев — установка с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).

Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2— ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.