Момент сопротивления квадратной трубы
Содержание:
- Расчет внецентренно-сжатой колонны по условной гибкости.
- Показатели прочности круглого и квадратного профилей
- Технология производства профильных труб
- Как выполняется расчет?
- Области применения прямоугольных и квадратных профильных труб
- Круг или квадрат
- Радиус инерции квадратной трубы
- Преимущества использования труб с прямоугольным и квадратным профилем
Расчет внецентренно-сжатой колонны по условной гибкости.
Как ни странно, но для подбора сечения внецентренно-сжатой колонны — сплошного стержня есть еще более простая формула:
F = N/φеR (4.1)
где φе — коэффициент продольного изгиба, зависящий от эксцентриситета, его можно было бы назвать эксцентриситетным коэффициентом продольного прогиба, чтобы не путать с коэффициентом продольного прогиба φ. Однако расчет по этой формуле может оказаться более длительным чем по формуле (3.2). Чтобы определить коэффициент φе необходимо все равно знать значение выражения ez·F/Wz — которое мы встречали в формуле (3.2). Это выражение называется относительным эксцентриситетом и обозначается m:
m = ez·F/Wz (4.2)
После этого определяется приведенный относительный эксцентриситет:
mef = hm (4.3)
где h — это не высота сечения, а коэффициент, определяемый по таблице 73 СНиПа II-23-81. Здесь данную таблицу не привожу. Просто скажу, что значение коэффициента h изменяется в пределах от 1 до 1.4, для большинства простых расчетов можно использовать h = 1.1-1.2.
После этого нужно определить условную гибкость колонны λ¯:
λ¯ = λ√‾(Ry/E) (4.4)
и только после этого по таблице 3 определить значение φе:
Таблица 3. Коэффициенты φe для проверки устойчивости внецентренно-сжатых (сжато-изгибаемых) сплошностенчатых стержней в плоскости действия момента, совпадающей с плоскостью симметрии.

Примечания: 1. Значения коэффициента φе увеличены в 1000 раз.2. Значение φе следует принимать не более φ.
Теперь для наглядности проверим сечение колонн, нагруженных с эксцентриситетом, по формуле (4.1):
4.1. Сосредоточенная нагрузка на колонны, обозначенные синим и зеленым цветом, составит:
N = (100+100)·5·3/2 = 1500 кг
Эксцентриситет приложения нагрузки е = 2.5 см, коэффициент продольного изгиба φ = 0.425.
4.2. Значение относительного эксцентриситета мы уже определяли:
m = 2.5·3.74/5.66 = 1.652
4.3. Теперь определим значение приведенного коэффициента mef:
mef= 1.652·1.2 = 1.984 ≈ 2
4.4. Условная гибкость при принятом нами коэффициенте гибкости λ = 130, прочности стали Ry = 200 МПа и модуле упругости Е = 200000 МПа составит:
λ¯ = 130√‾(200/200000) = 4.11
4.5. По таблице 3 определяем значение коэффициента φе≈ 0.249
4.6. Определяем требуемое сечение колонны:
F = 1500/(0.249·2050) = 2.94 см2
Напомню, что при определении площади сечения колонны по формуле (3.1) мы получили почти такой же результат.
Совет: Чтобы нагрузка от навеса передавалась с минимальным эксцентриситетом, в опорной части балки делается специальная площадка. Если балка металлическая, из прокатного профиля, то обычно достаточно приварить к нижней полке балки кусок арматуры.
И еще, любое отклонение колонны от вертикали с одной жестко защемленной опорой внизу будет приводить к возникновению дополнительного изгибающего момента в нижних сечениях колонны. При этом для колонн малого сечения такое отклонение будет более значимым, чем для колонн большого сечения. Теоретически влияние этого момента можно учесть при расчетах, однако возникновение дополнительного изгибающего момента из-за возможных просадок фундамента учитывается редко, а потому чем большее сечение будет принято для колонны, тем более надежной будет конструкция.
P.S. Я прекрасно понимаю, что человеку, впервые столкнувшемуся с расчетом строительных конструкций, разобраться в тонкостях и особенностях вышеизложенного материала бывает не просто, но тратить тысячи или даже десятки тысяч рублей на услуги проектной организации вы все равно не хотите. Что ж, я готов вам помочь. Больше подробностей смотрите в статье «Записаться на прием к доктору».
И еще, в последнее время развелось очень много тролят, задающих каверзные вопросы. Я в принципе не возражаю, задавайте. Но ответка может быть жесткой.
Показатели прочности круглого и квадратного профилей
ГОСТы для квадратных и круглых труб регламентируют самые разные процессы:
- физические свойства поверхностей.
- механические характеристики соединений.
- порядок осуществления трансформации (изгиба, кручения, вытяжки, и т.д.).
Условия изгиба профиля могут быть различными. Также отличаются и данные о наружном диаметре нержавеющих и углеродистых труб.
Если гибка осуществляется методами нагрева или наполнения полого пространства сыпучим материалом, наружный диаметр должен составлять не менее 3,5DN (номинальных диаметров). Для трубогибочных станков эта величина составляет 4DN. Отступление от требований ГОСТов 494/90 и 617/90 допускается в случае, если уменьшение толщины изгибаемой стенки составляет не более 15%. В этом случае можно уменьшать номинальные данные для расчёта изгибной прочности профиля.
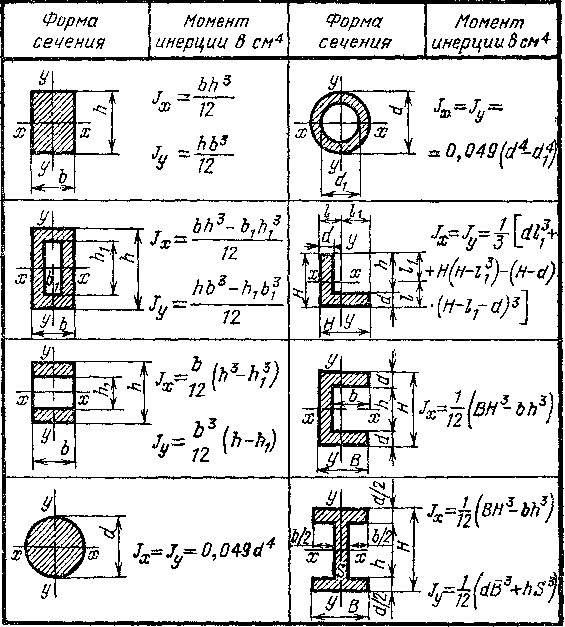 Таблица моментов инерции для различных типов сечений
Таблица моментов инерции для различных типов сечений
Сравнить уровень прочности полого квадрата и круга из стали помогает часть технической механики, изучающая сопротивление различных материалов. При расчёте показателя прочности на изгиб используются две формулы:
- Вычисление длины изгибаемой детали.
L= 0,0175*r*α+Ι,
где
r – радиус изгиба профиля, мм.
α – искомый угол изгиба, о.
I – расстояние 100/300 для оборудования, удерживающего заготовку.
- Расчёт величины изгибаемого участка.
U = π*α/180*(r + DH/2),
где
α – угол изгиба, о.
r – радиус изгиба, мм.
DH – внешний диаметр.
Расчёт профильной трубы завершается после определения величины напряжения, исчисляемой в соответствии с законом Гука:
Н = Μ/W,
где
Μ – степень изгиба по оси воздействия силы.
W – сопротивление изгибу по оси.
При проведении расчётов необходимо обязательно учитывать меру инертности тела при вращении – момент инерции. При одинаковой толщине стенок полых труб разных сечений и удельной тяжёсти изгибное усилие для квадрата в 1,181 раза больше, чем для круга. Но радиус инерции круглой трубы больше, чем квадратной. Поэтому она является менее прочной.
Технология производства профильных труб
По сравнению с традиционной формой трубы, квадратные и прямоугольные изделия производить несколько сложнее.
Как правило, процесс изготовления профильных труб включает в себя следующие действия:
- Подготавливается штрипс. Штрипс – металлическая лета, представляющая собой полуфабрикат будущей трубы. От размеров заготовки напрямую зависят размеры готового продукта.
- На формовочном стане изготавливается круглый профиль.
- Края заготовки свариваются. Чаще всего это производится с использованием высокочастотных токов. При изготовлении труб из «нержавейки» используют контактную или плазменную сварку под давлением.
- Тестовая проверка шва на надежность. Забракованные изделия не подлежат реставрации и уходят на металлолом.
- Формирование квадратного или прямоугольного изделия при помощи валец. Обычно в этом процессе производится постоянное охлаждения формируемого продукта.
- Тестирование геометрических характеристик.
- Температурная обработка трубы, чтобы снять внутренне напряжение металла после изменения формы.
- Распиловка заготовок на отдельные части нужной длины от 4 до 12,5 метров.
- Снятие заусениц, которые образуются после резки металла. Производится это по желанию заказчика, так как значительно влияет на стоимость конечного продукта.
По данной технологии можно получить шовную трубу прямоугольного или квадратного профиля.
Более высокими характеристиками обладают трубы, которые производят без шва, путем прессования на специальных станках или волочения. В таком случае бесшовная круглая заготовка из металла нагревается и поступает на прошивочный стан, где доводится до необходимого размера и нужной формы (квадратной или прямоугольной).
Нередко на рынке строительных изделий можно встретить достаточном дешевые трубы, произведенные по «кустарным» технологиям. В такой ситуации прямоугольное или квадратное сечение образуется обработкой традиционной круглой трубы на специальных вальцах. Стоит знать, что такая технология производства зачастую не позволяет выдержать правильные геометрические характеристики продукта, которые в точности достигаются на заводах полного цикла.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Области применения прямоугольных и квадратных профильных труб
Трубы, у которых в сечении находится прямоугольник или квадрат со скругленными краями, широко используются в промышленном, а в особенности в гражданском строительстве при возведении различных башен, колонн зданий, опор и вышек. Наличие плоских граней позволяет упростить установку конструкций, по какой бы технологии он не производился, включая работы по сварке. Именно поэтому профильные квадратные или прямоугольные трубы – отличная замена швеллеру, металлической балке или уголку.
Нередко трубы с прямоугольным сечением используют в сельском хозяйстве. В основном, из них делают каркасы для различных тепличных комплексов и помещений для животных.
При обустройстве частного приусадебного участка также трудно обойтись без применения квадратных труб, так как она может использоваться не только в качестве отдельного элемента забора или ограждения, но и легко стать основной для любого навеса, металлической двери в подсобном помещении, гаражных ворот и парника.
Успешно используют трубы с квадратным сечением в мебельной промышленности при производстве металлокаркасов садовой и медицинской мебели, стеллажей, компьютерных столов и всевозможных полок.
Круг или квадрат
Полые металлические (стальные или алюминиевые) стержни квадратного и круглого сечений широко применяются в строительстве и производстве металлоконструкций. Полый профиль имеет гораздо меньший, в сравнении с брусом, вес. Как несущий элемент металлической конструкции квадрат более удобен, нежели круг. Он легче монтируется. Два мерных отрезка квадратного профиля можно соединить при помощи сварки, в отличие от круга. Плоская поверхность квадратного профиля обеспечивает лучший контакт с различными навесными элементами (поликарбонатом, ДВП различными видами прессованного утеплителя, и пр.).
А наличие рёбер жёсткости позволяет успешно использовать квадрат в местах, где отмечаются максимальные нагрузки. Если изгибающее усилие направлено под углом 90о к грани профиля, сопротивление изгибу одинаково в любом месте трубы. Изгибная нагрузка наиболее сильна по краям профиля. Центральная же его часть значительно более устойчива. Замкнутое поперечное сечение также даёт высокую прочность профиля на кручение. Это позволяет использовать квадратные трубы при монтаже различных сложных конструкций:
- сводов арочного типа.
- кровель с крутыми уклонами.
- ребристых куполов.
Расчёт профильной трубы показывает, что надёжность конструкции прямо пропорциональна материалу, из которого она изготовлена. Бетон гораздо надёжнее дерева, но значительно уступает стали. Дело в том, что при его применении очень трудно крепить прогоны. Просверленные в бетоне отверстия для анкеров не смогут обеспечить необходимой прочности. У металлического профиля в сравнении с другими материалами масса преимуществ. А у квадрата – столько же преимуществ перед кругом.
 Металлоконструкции из квадратного профиля
Металлоконструкции из квадратного профиля
Например, при устройстве ограничительных конструкций (заборов) оптимальный шаг стоек – 2,5 м. При частых порывистых ветрах его следует уменьшить до 2 м. При высоте конструкции до 1,5-2,0 м оптимальный размер квадрата с толщиной стенки 2 мм – 40х40 или 60х60 мм. Применяемый материал – труба профильная для металлоконструкций из углеродистой или низколегированной стали (ГОСТ Р 54157-2010). При монтаже более масштабных конструкций могут применяться трубы размеров от 50х50 до 200х200 мм.
Область использования квадратных труб гораздо шире, нежели круглых. Это связано с тем, что у них выше степень взаимодействия с плоскостями, имеющими симметричную поверхность. Чётко определены отрасли, в которых трубы подобного сечения не применяются:
- изготовление каркасных конструкций.
- транспортировка газообразных веществ.
- водоснабжение и канализация.
Профилированная труба не годится для трубопровода по причине того, что рассчитана, в отличие от круглой, на сопротивление значительным несущим нагрузкам. Из за наличия углов скорость прокачки газов и жидкостей внутри квадратной трубы намного меньше, чем внутри круглой.
Радиус инерции квадратной трубы
конечно круглая, и сопромата не надо
Вопрос детский. коне чно же КВАДРАТНАЯ . расчеты, господа, расчеты. кто может сказать «их есть у меня»?
1.18 Квадратная труба с одинаковой площадью сечения и с одинаковым отношением внешних и внутренних диаметров по сравнению с круглой трубой будет прочнее в 2*(pi^(1/2))/3
1.181 раза. т.е. практически одинаково, но у круглой трубы есть недостаток, сложнее обеспечить хорошую контактную поверхность, а это большой минус.
Станок этот называется «гриндер». Это для поиска.
при условии одинаковой площади сечения и одинаковой толщине стенок
Для сравнения обычно берут не площадь сечения и диаметры , а массу трубы, тут выиграет круглая. При таких исходных условиях масса круглой меньше квадратной всего в
1,13 раза , или на
13% (это отношение периметров кв. и круг. труб одинакового сечения, с учетом одинаковой толщины стенок и плотности их материала)
Изначально оговоренные Модестом Петровичем условия были
«при условии одинаковой площади сечения и одинаковой толщине стенок».
Поэтому легенды и мифы древних греков типа:
«При таких исходных условиях масса круглой меньше квадратной всего в
1,13 раза , или на
13%» «Для сравнения обычно берут не площадь сечения и диаметры , а массу трубы, тут выиграет круглая.» являются заблуждением.
Две детали одинаковой длины , имеющие одинаковую площадь поперечного сечения , имеют одинаковый объем и,будучи изготовленными из одного материала, будут иметь одинаковую массу по определению.
Полученные RN3GP соотношения получены не из условия соблюдения требований «одинаковой площади сечения и одинаковой толщины стенок». Эти соотношения получены, если можно так выразиться, при равенстве «относительных толщин стенок» (определяется коэффициентом «к» в формулах). А это не одно и то же. Просто при этом подходе арифметика получается очень простой. Если исходить из условий «одинаковой площади сечения и одинаковой толщине стенок», то точный вывод соотношений получается более громоздким и трудоемким.
Для оценки можно использовать упрощенные формулы, дающие погрешность меньше 2%, когда выполняется соотношение D/t>10. Этому условию удовлетворяют практически все трубы кольцевого и квадратного сечения при наружном диаметре более 32 мм.
Тогда для квадратной трубы будем иметь
I=2/3*a^3*t, W=4/3*a^2*t, F=4a*t, r=0.408*a
Для круглой трубы
I=pi/8*D^3*t, W=pi/4*D^2*t, F=pi*D*t, r=0,353D
Здесь a,D — среднее арифметическое внутреннего и наружного диаметра (квадрата) трубы,
I- момент инерции, W-момент сопротивления, F- площадь,r- радиус инерции поперечного сечения, t — толщина стенки.
При равенстве площадей получаем соотношение a=pi/4*D, или D=1,27a, то есть полное совпадение с формулой квадратуры круга. То есть диаметр трубы должен быть в 1, 27 раза больше размера стороны квадрата при равенстве площадей и одинаковой толщине стенок. Соответственно соотношение моментов сопротивлений будут W(кв)=1,045W(круг), r(круг)=1,10*r(кв).
Видно , что на изгиб сечения практически равнопрочны (при равнопрочности материала), а вот радиус инерции круглого сечения на 10% больше. Это означает, что потеря устойчивости сжатого стержня из круглой трубы произойдет при несколько большем усилии сжатия (порядка 2%-5%).
Все эти выводы справедливы для изгибаемого элемента, то есть когда ствол мачты выполнен из одной трубы. Но тут конечно преимущество у кругляка, так как на кручение круглое сечение ощутимо прочней.
Если речь идет об изготовлении феменной мачты, ствол которой состоит из нескольких труб, то тут практически все равно, какую форму поперечного сечения имеют элементы поясов и решетки при выполнении геометрических требований при изготовлении, так как все элементы фермы либо растянуты, либо сжаты. При растяжении элементы равнопрочны при любой форме сечения, при сжатии кольцевое сечение обеспечивает запас по устойчивости несколько процентов и обеспечении безмоментного стыка в узлах решетки. И основным фактором, влияющим на выбор, тут будет стоимость материала и стоимость изготовления. Соответственно конструкция узлов примыкания уже будет зависеть от типа примененного сечения элементов и возможности разместить сварные швы в пределах поперечного сечения. Как-то так. Николай.
Преимущества использования труб с прямоугольным и квадратным профилем
Такая популярность этих конструкций вполне объяснима, так как трубы с прямыми углами обладают высокими показателями прочности и конструктивной жесткости, в тот время как их стоимость и масса значительно меньше, чем у классического металлического бруса. Достаточно привести такой пример, что использованием профильных труб с прямоугольным и квадратным сечением позволяет уменьшить общую металлоемкость любой конструкции на 25 %, что, безусловно, сказывается её стоимости. При этом прочность изделия можно без труда регулировать, используя при установке трубы прямоугольной формы с разной толщиной стенок.
Даже в сравнении с классической трубой круглой формы, квадратное и прямоугольное сечение имеет явное преимущество. В связи с тем, что такие изделия имеют ровные плоскости, их можно легко складировать и удобно перевозить, так как они занимают намного меньше пространства, чем круглые трубы. Немаловажен и тот факт, что трубы с прямоугольным сечением менее трудоемки при их дальнейшей отделке (грунтовке и покраске). Это позволяет сократить расходы на красящий материал и время работы.
https://youtube.com/watch?v=NczPlVC2zkY