Как нарезать резьбу на водопроводной трубе
Содержание:
- Резьбонарезной набор для труб и правила его пользования
- Формулы и определения для точения резьбы
- Особенности
- На заметку слесарю: о ГОСТ по трубной резьбе
- Вариант №2: Резьба нарезанная вручную
- Плашки и приспособления для работы с ними
- Инструменты для нарезания резьб на трубах
- Общие сведения о нарезании резьбы
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.
Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Формулы и определения для точения резьбы
Глубина врезания
Благодаря обработке полной глубины врезания за несколько проходов, радиус при вершине режущей пластины не перегружается.
Пример: если глубина врезания (радиальное врезание) за проход составит 0,23–0,10 мм, то общая глубина (ap) и глубина профиля (0,94 мм) у метрической резьбы с шагом 1,5 мм будет обработана за 6 проходов (nap).
| | 1-й проход, глубина врезания0,23 мм |
| | |
| | = 0,009″ |
| | |
| | |
| | 2-й проход, глубина врезания0,42 – 0,23 = 0,19 мм |
| | |
| | 0,017 – 0,009 = 0,008″ |
| | |
| | |
| | 3-й проход, глубина врезания0,59 – 0,42 = 0,17 мм |
| | |
| | 0,023 – 0,017 = 0,006″ |
| | |
| | 4-й проход, глубина врезания0,73 – 0,59 = 0,14 мм |
| | |
| | 0,029 – 0,023 = 0,006″ |
| | |
| | 5-й проход, глубина врезания0,84 – 0,73 = 0,11 мм |
| | |
| | 0,033 – 0,029 = 0,004″ |
| | |
| | 6-й проход, глубина врезания0,94 – 0,84 = 0,10 мм |
| | |
| | 0,037 – 0,033 = 0,004″ |
Глубину врезания можно вычислить по формуле:
Δap = радиальное врезание, глубина резания за проход
X = номер прохода (последовательно от 1 дo nap)
ap = общая глубина резьбы + припуск на механическую обработку
nap = количество проходов
Y = 1-й проход = 0,3
2-й проход = 1
3-й проход и далее = x-1
Шаг 1,5 ммap = 0,94 ммnap = 6
γ1 = 0,3 γ2 =1 γn = x-1
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
|---|---|---|---|
| ap | Глубина врезания, полная глубина резания | мм | дюймы |
| n | Частота вращения шпинделя | об/мин | об/мин |
| Vc | Скорость резания | м/мин | |
| nap | Число проходов | | |
- ВпадинаПоверхность у основания, соединяющая две соседние боковые стороны профиля
- Боковая сторона профиляПоверхность резьбы, соединяющая вершину и впадину профиля
- ВершинаПоверхность, соединяющая две боковые стороны профиля на наружном диаметре
P = шаг резьбы в мм или нитках на дюйм
Расстояние между двумя соответствующими точками соседних витков, измеренное параллельно оси резьбы.
β = угол профиля резьбы
Угол между боковыми сторонами профиля, измеренный в осевой плоскости.
φ = угол подъёма винтовой линии резьбы
Угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы.
Параметры диаметра
d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутренней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
Эффективный диаметр винтовой резьбы находится приблизительно посредине между наружным и внутренним диаметрами.
Угол подъёма резьбы
Угол подъёма резьбы (φ) зависит от диаметра и шага резьбы Этот параметр можно представить в виде развёртки прямоугольного треугольника. Угол подъёма резьбы вычисляется по приведённой ниже формуле.
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.
Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.
Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество
Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки
Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.
Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.
Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.
Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.
На заметку слесарю: о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе. Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания. Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26 º. Стандартное значение угла вершины профиля на конической резьбе — 60º.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы. При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55º, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы. В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
Вариант №2: Резьба нарезанная вручную
Нарезка резьбы на трубах вручную выполняется с помощью таких инструментов и материалов:
- плашкодержатель
- плашка для черновой резьбы
- плашка для чистовой резьбы
- смазочный материал: солидол, машинное масло или «народное средство» – кусочек сала
- болгарка или хороший напильник
У новичка может возникнуть справедливый вопрос: для чего нужны две плашки? Дело в том, что их еще называю проходной и чистовой. Применяют их по той причине, что это облегчает сам процесс нарезки. А, кроме того, уменьшается износ самого инструмента, что тем более актуально, если проанализировать его качество.
Порядок выполнения работ при ручной нарезке:
-
- Нарезка резьбы на трубы начинается с обязательного мероприятия – снятия фаски, на том конце, где будет резьбовое соединение.
- На место резьбы и зубья плашки наносится смазка.
- Плашкодержатель с закрепленной на нем проходной плашкой с силой прижимается к трубе, так чтобы создалось зацепление.
- Устройство нужно вращать по часовой стрелке – выполняется нарезка резьбы (примерно, 5 оборотов). Если в процессе возникнет большое сопротивление, то можно сделать пол-оборота назад. Стружка обломается и вновь крутить по часовой стрелке станет легче.
В работу задействуется чистовая плашка, которая также предварительно смазывается. Порядок действий повторяется, как и при черновой нарезке.

Вращательные движения при нарезке выполняются по часовой стрелке
Сравниваем плашки между собой

Какая лерка лучше без проблем определит и непрофессионал
На фото представлены две плашки: одна высококачественная, а другая – дешевая. В принципе, разница видна даже невооруженным глазом, и какие либо комментарии вряд ли нужны. Лишь заметим, что недорогой инструмент будет выполнять хорошую резьбу непродолжительное время, буквально через несколько случаев применения нанесенная резьба уже не будет иметь нужную глубину.
Какой должна быть сама труба?
Перед тем как сделать резьбу на трубе, необходимо выполнить определенную подготовительную работу. Это в первую очередь касается труб, которые уже использовались. Если она была окрашенной, то от слоя краски нужно избавиться. Тоже самое следует сделать и со слоем строительного материала, застывшего на внешней поверхности трубы.
По окончанию нарезки резьбы нужно вооружиться фонариком и тщательно осмотреть полученное соединение. Если в работе трубы б/у, то очень даже может быть, что в швах резьбы образовались сквозные прорези по причине износа материала. Тогда нужно будет подумать о другом варианте соединения трубопровода или вообще замене поврежденного участка.
Зачем вообще нужна резьба?
Мы вроде бы и разобрали два самых популярных варианта нарезки резьбы на трубу, но может возникнуть логичный вопрос о том, зачем это вообще нужно, если практически все трубопроводы сегодня выполняются из пластика различных видов, во всяком случае, в быту? Ответ очень прост – соединить металлическую трубу и пластиковую можно только посредством резьбового соединения, и никак иначе. А такие конструкции пока встречаются в индивидуальном жилище очень часто.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.
Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.

Зачистка трубы
После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Общие сведения о нарезании резьбы
В процессе нанесения резьбы обрабатывают стержень или отверстие. Как результат, на поверхности появляются чередующиеся выступы – витки или спиральные канавки.
В перечень основных характеристик резьбы входит:
- Шаг. Для его определения требуется вымерить расстояние между вершинами или впадинами на соседних витках.
- Профиль. Сечение витка может иметь трапецеидальную, треугольную или прямоугольную форму. Элементы санитарно-технического типа оснащаются только треугольным профилем.
- Угол профиля.
- Глубина. Дистанция от вершины до основания резьбы.
- Диаметр. Может быть наружным, средним и внутренним.

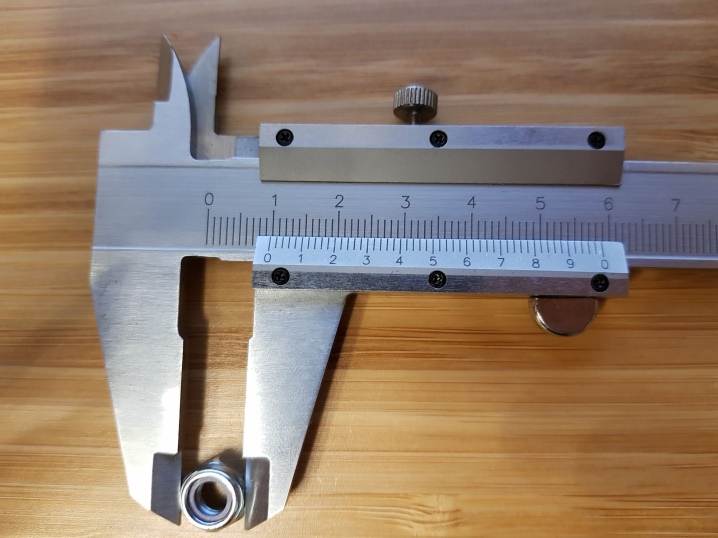
Для определения наружного диаметра потребуется измерить промежуток между двумя параллельными сторонами резьбы. Удобнее всего провести эту процедуру, имея под рукой штангенциркуль. Средним диаметром является дистанция от вершины до основания профилей, находящихся по противоположным участкам детали. Внутренний диаметр определяет дистанцию, отделяющую друг от друга противоположные впадины.