Пайка полипропилена в труднодоступных местах своими руками
Содержание:
- Рекомендации специалистов
- Инструмент для монтажа полипропиленовых труб
- Чем клеить полиэтилен
- Отопительная система в квартире: инструкция по ее созданию
- Преимущества использования средства
- Первые признаки протечки трубопровода
- Инструкции по клеевому соединению труб
- Типичные ошибки
- Причины возникновения протечек
- Инструмент для монтажа полипропиленовых труб
- Как выбрать клей
- Какой клей выбрать?
- Технология склеивания
Рекомендации специалистов
Следующие практические советы помогут вам избежать наиболее распространенных ошибок и сделать всё быстро:
- Прежде чем начинать паять, установите в стенах крепежные элементы для труб и сложите весь водопровод без спайки, как конструктор.
- Обрезая трубу помните, что рассчитывая её необходимую длину всегда нужно учитывать расстояние для впайки трубы в соединительный элемент, оно равно 15 мм.
- Установив всю конструкцию в крепления на стены, ещё до этапа пайки проведите карандашом прямые линии на местах соединений трубы с крепежным элементом. Это нужно, чтобы после разборки конструкции на составные части, при работе с паяльником было видно как должны быть расположены труба и фитинг друг относительно друга. Учитывая, что время на выравнивание их расположения равно 4 секунды, лучше иметь для этого заранее проставленные точные метки. Также, заранее отметьте расстояние 15 мм с конца трубы, требуемое для впаивания её в соединительный элемент.
- Работая паяльником на закрепленной в стене части водопровода, обязательно выньте её из ближайших креплений и подложите что-то под неё, чтобы при давлении паяльником вся конструкция не сломалась.
- Используйте соединительные патрубки (небольшой кусок трубы 10-15 см) и муфты в труднодоступных местах стен. Если необходимо произвести угловую спайку с длинным куском трубы в сложнодоступном месте, то вместо длинного куска трубы впаяйте туда маленький отрезок трубы (патрубок) с заранее напаянной соединительной муфтой на конце. Эта конструкция позволит вывести место спайки длинной трубы из труднодоступного в более удобное для работы на стене место. Выведенную в свободное пространство муфту можно легко спаять с длинным куском водопровода.
Для монтажа сантехники, подключения водонагревателей или бойлеров, делают выступающий из плоскости стены патрубок, на конец которого напаивается специальная комбинированная муфта. На её внешней стороне расположено металлическое крепление, которое в дальнейшем служит для присоединения сантехники.
Если водопровод по проекту будет зашит стеной из гипсокартона, то прежде чем это сделать, обязательно проверьте его герметичность. Для этого после окончания всех работ и подключения всех необходимых узлов, открывается вентиль подачи воды и проводится наблюдение целостности всей системы.
На этом этапе также будьте внимательны: давление в некоторых системах водоснабжения может достигать семи атмосфер.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
|---|---|
 |
сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра – до 63 мм. |
 |
Труборез – идеальное устройство для отсечения полипропилена. |
 |
Шейвер – предназначен для удаления слоя армировки. |
 |
Торцеватель нужен для качественной стыковки трубы |
 |
Маркер для разметки труб. |
 |
При помощи строительного уровня и карандаша нарисуйте на стене направление труб |
 |
Рулетка – один из главных инструментов в стройке. |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
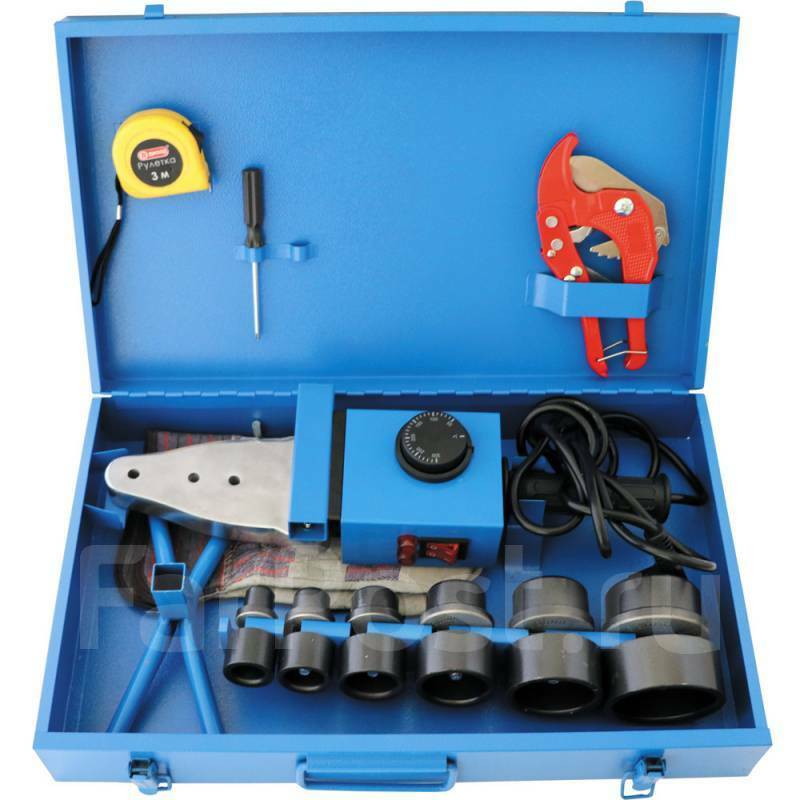
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций
В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чем клеить полиэтилен
Чем клеить полиэтилен и все изделия из материалов с низким поверхностным натяжением? Например, используя аппаратные методики для изменения физических свойств поверхности «вещества» — обжигать в пламени в газовой каталитической среде; или обрабатывать низкотемпературной плазмой в вакууме, все это делается в специальных камерах, слегка похожих на микроволновки. Все это очень далеко от быта и домашнего ремонта.

Ближе к дому – сварка полимерных труб, доступная любому мастеру при наличии недорогого и удобного в работе оборудования. Процесс сварки ПЭ и ПП паяльником быстрый и простой, а соединение после расплавления и диффузии становится монолитным и супер-прочным (конечно, у умелого мастера).
Но если требуется не просто склеить ПЭ-детали или приклеить вспененный полиэтилен к основанию, при этом не разрушая его поверхность и сохраняя эстетический вид изделий? В таком случае можно воспользоваться специальными клеевыми составами с праймерами. Первые клеи для ПЭ были двухкомпонентные, они применяются и сегодня. Сначала кисточкой или губкой наносят праймер тонким слоем – в результате физика поверхности ПЭ слегка меняется – увеличивается смачиваемость и тем самым адгезионные свойства. Затем наносят клей и фиксируют детали.

Другой метод склеивания – тоже с праймером – составом, включающим метакрилаты, эти вещества способны растворить верхний слой детали, а затем после отверждения получается прочный шов. Основной минус метакрилатных и цианоакрилатных составов – их сильный запах и выделение вредных веществ при контакте праймера и полимера. В более современных составах всего один активный склеивающий компонент, химический праймер отсутствует.

Клей для вспененного полиэтилена
Приклеить изолон и фольгированные утеплители, закрепить пенофол на пенопластовой основе или приклеить пористый пеноизол к бетону, а также многие другие нужные в быту и стройке операции невозможны без специальных клеящих составов. Выбор очень широкий, и следует учесть все параметры: пористость основания, условия работы (влажность, температуру), приемлемое время застывания, безопасность клея.

Клей для пенофола, изолона и подобных материалов должен:
- Обеспечить стойкую адгезию;
- Совпадающий с параметрами утеплителя температурный рабочий диапазон;
- Устойчивость к температурным и влажностным перепадам;
- Полную нетоксичность и безопасность внутри помещений;
- Для ванных, бань и саун – клей должен обладать водостойкими и водоотталкивающими качествами.

Универсальные клеевые составы Олфикс, Церезит – подходят для монтажа вспененных ПЭ по любой основе – к бетону, стяжке, дереву, металлу. Клеевых составов очень много, и единственный путь выбора – внимательно знакомиться с техническими характеристиками клея и инструкцией и брать сертифицированные составы у проверенных продавцов.

Отопительная система в квартире: инструкция по ее созданию
Иногда возникают ситуации, когда может потребоваться замена труб отопления в квартире. Несмотря на всю сложность подобных мероприятий, при условии соблюдения правил и следования строгому алгоритму установки, осуществить данную работу самостоятельно, не прибегая к помощи специалистов, вполне возможно.
Первоначально нужно продумать тип системы, которая в итоге должна быть установлена. От того, будет ли она однотрубной или двухтрубной, зависит не только конечная стоимость, которую определяют количество радиаторов, труб и крепежной фурнитуры, но и качество отопления. Так, при монтаже двухтрубной системы может потребоваться большое количество радиаторов, и если их планируется устанавливать более 8 штук, оптимальными в этом случае будут трубы сечением 32 мм.
Установка однотрубной системы обойдется дешевле, однако при такой конфигурации разводки велика вероятность того, что температура теплоносителя в каждом радиаторе будет ниже, чем в предыдущем. Чтобы минимизировать этот эффект, потребуется установка термостатов, для регуляции мощности каждого из радиаторов.

Подбирать крепежную фурнитуру (фитинги, хомуты, муфты заглушек, тройников, переходники) следует в соответствии с выбранной схемой отопления.
Предварительно зачистив фольгу армированных алюминием труб из полипропилена, можно приступать к их соединению, воспользовавшись специальным сварочным аппаратом
При этом важно соблюдать необходимый временной интервал, как правило, разный для каждого вида рр труб для отопления. Так, для оплавления труб сечением 25 –32 мм будет достаточно 7 – 8 секунд.
Для достижения эффективной и качественной работы системы необходимо строго придерживаться следующего плана действий:
Согласовать восстановительные мероприятия с соответствующими коммунальными службами, чтобы иметь возможность перекрыть воду и осуществить ее сброс.
По возможности уведомить жильцов, чьи квартиры расположены этажом ниже и выше
Однако если полностью заменить стояк в силу обстоятельств не представляется возможным, можно воспользоваться специальными переходниками с чугунных на пластиковые трубы.
Демонтировать старые коммуникации отопительной системы, соблюдая предельную осторожность и аккуратность. Желательно не пренебрегать техникой безопасности и надеть защитные очки и респиратор
Дело в том, что при длительном использовании чугун становится очень хрупким, и при неосторожном или резком движении его осколки могут попасть в трубу и нарушить движение теплоносителя.
Приступить к монтажу новой системы, установив новые отопительные радиаторы по указанному периметру.
Произвести сборку полипропиленовых труб и подключить к ним радиаторы (подробнее: «Как выполнить подключение радиатора отопления к полипропиленовым трубам – способы, используемые фитинги»).
Выполнить проверку системы на целостность и герметичность
При этом следует обращать внимание на то, что если вновь установленная система является двухтрубной, то при проверке теплоноситель должен двигаться в обратном направлении. А давление в случае проверки должно быть примерно в 1,5 раза выше обычного исходного.
Преимущества использования средства
Если герметизировать соединения водопроводных труб даже при наличии в них воды под давлением, например, для устранения течи, то стоит использовать именно силиконовый герметик.
Герметик имеет длительный срок службы
Он обладает преимуществами в виде:
- Устойчивости к лучам ультрафиолета;
- Устойчивости к различным природным условиям;
- Отличной адгезии с различными сантехническими установками;
- Устойчивостью к температурам от -50 до +200 ᵒС;
- Возможности нанесения на холодную и на горячую поверхность.
В составе материала присутствует фунгицид, благодаря чему он становится водостойким, а значит, надежным препятствием протеканию и образованию плесени. Водостойкий герметик-гель, который устраняет течи на трубах из полипропилена при условии, что он качественный, должен обладать хорошим сцеплением с различными материалами, гладкой и блестящей поверхностью после высыхания, высокой прочностью даже при температуре от -50 до +150 ᵒС, устойчивостью к агрессивному химическому элементу, который может попасть на швы при мытье ванной комнаты, эластичностью, которая необходима для проведения фиксации подвижного элемента.
Смазывание резьбы проводят и на горячей, и ан холодной трубе, для изготовления которой использован полипропиленовый материал. Главное, чтобы этот силиконовый клей имел устойчивость к таким температурам.
Первые признаки протечки трубопровода
В большинстве случаев не герметичность инженерной коммуникации сразу заметна. Ведь на полу и других конструктивных элементах здания появляются лужи. Однако незначительные протечки не всегда так очевидны.
 Течет труба отопления
Течет труба отопления
Если протекание небольшое, его можно определить по следующим признакам:
- ПП трубы становятся влажными;
- в области фитингов появляются капли, похожие на росу;
- в трубопроводной системе резко падает давление.
При возникновении любой из перечисленных ситуаций собственнику квартиры или дома необходимо обратить внимание на водопроводную сеть. Возможно, пришло время ремонта
Не устраненная течь даже в виде маленькой струйки воды нанесет непоправимый вред. Влага может попасть на электрические приборы, проникнуть к электрокабелям или испортить только что выполненный ремонт у соседей на нижних этажах.
Инструкции по клеевому соединению труб
Перед выполнением клеевого соединения убедитесь в пригодности и надлежащем состоянии используемых приспособлений и соединяемых частей. Проверьте однородность, текучесть и срок годности клеящего вещества.
- Отрежьте трубу перпендикулярно оси. Чтобы получить качественное сечение, рекомендуется использовать специальные труборезы с роликами, предназначенные для резки труб из термопластов.
- Снимите фаску под углом 15°. Данная операция должна быть выполнена в обязательном порядке, так как в результате ненадлежащей обработки торцов может произойти соскабливание клея с поверхности фитинга, а также нарушение соединения. При осуществлении данной операции следует использовать соответствующие фасочные резцы.
- Измерьте глубину фитинга и нанесите на край трубы соответствующую отметку.
Внешний диаметр
de (мм)Глубина клеевого соединения
L (мм)Шириа фаски
Sm (мм)16 14 1,5 20 16 1,5 25 18,5 3 32 22 3 40 26 3 50 31 3 63 37,5 5 75 43,5 5 90 51 5 110 61 5 160 86 5 225 118,5 5&pide;6 Таблица 1: Глубина вставки, клеевого соединения и ширина фаски
- Используя чистую бумажную салфетку или кусок ткани, пропитанной очищающим средствомPrimer, удалите остатки грязи и/или смазки с наружной поверхности трубы по всей длине клеевого соединения, а также с внутренней поверхности фитинга.Просушите поверхности в течение нескольких минут, а затем нанесите клей. Следует помнить, что очистители, кроме промывки и очистки, также размягчают и подготавливают соединяемые поверхности к нанесению клеящего вещества, что позволяет получить оптимальное соединение.
- Нанесите клеящее вещество ровным слоем на продольные поверхности обоих соединяемых компонентов (наружную поверхность трубы и внутреннюю поверхность фитинга) с помощью аппликатора или грубой кисти соответствующих размеров (таблица 2).
Наружный диаметр трубыde (мм) Тип и размеры кисти или аппликатора 16-25 Круглой формы (8-10 мм) 32-63 Круглой формы (20-25 мм) 75-160 Прямоугольной/круглой формы (45-50 мм) > 160 Прямоугольной/цилиндрической формы (45-50 мм) Таблица 2: Характеристики и размеры кистей и аппликаторов
Рекомендуется использовать аппликатор/кисть, размеры которого/которой составляют не менее половины диаметра трубы.
Клей должен быть нанесен на всю длину склеиваемых поверхностей трубы и фитинга:
— на всю глубину фитинга;
— на всю длину склеивания трубы, заранее отмеченную на наружной поверхности.
- Быстро вставьте трубу в фитинг на всю глубину соединения, не вращая ее. Только после этого можно слегка повернуть оба края (не более ¼ оборота трубы и фитинга). При повороте компонентов нанесенный клей распределяется еще более равномерно.
- Вставка трубы в фитинг должна осуществляться быстро (рекомендуется выполнить все необходимые действия в течение 20-25 секунд).
С учетом наружного диаметра труб и различных производственных трудностей, вставка трубы в фитинг должна выполняться:
— вручную одним человеком, если наружный диаметр составляет не более 90 мм;
— вручную двумя людьми, если наружный диаметр составляет от 90 до 160 мм;
— с помощью соответствующего соединителя для труб, если наружный диаметр составляет более 160 мм.
- Сразу после вставки трубы в фитинг (до самого конца) прижмите оба компонента на несколько секунд, а затем немедленно удалите остатки клея с наружной поверхности, используя кусок крепированной бумаги или чистой ткани, а также с внутренних поверхностей, если это возможно.
- Просушка клея
Оставьте соединенные компоненты на некоторое время, чтобы клей высох естественным образом; при этом обеспечьте отсутствие слишком сильного воздействия на данные элементы. Время высыхания зависит от давления, которому подвергается соединение. В частности, в зависимости от температуры окружающей среды минимальные значения времени составляют:
- перед воздействием на соединение:
— от 5 до 10 минут при температуре окружающей среды 10°С и выше
— от 15 до 20 минут при температуре окружающей среды менее 10°С
- в отношении ремонтных соединений, которые не подвергаются гидравлическому испытанию, в отношении всех размеров и значений давления:
— 1 час при любом давлении
в отношении соединений, которые подвергаются гидравлическому испытанию для труб и фитингов любого диаметра до PN 16:
— не менее 24 часов.
Указанное время, необходимое для надлежащего высыхания клея, рассчитано для температуры окружающей среды, составляющей около 25°С, а также определеных климатических условий (влажности, температуры и т.д.).
Для получения более подробной информации рекомендуем связываться с нашим отделом технического обслуживания и/или компаниями-производителями соответствующего клеящего вещества.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Такая работа вполне под силу технически грамотному человеку, способному работать руками.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
Просмотров:
654
Причины возникновения протечек
В безнапорных системах аварийные ситуации возникают из-за неправильной эксплуатации, некачественного монтажа и заводского брака. Соединение, выполненное не по технологии, всегда становится причиной разгерметизации сети.
 Просверлил полипропиленовую трубу в стене что делать
Просверлил полипропиленовую трубу в стене что делать
Полипропилен не трудно повредить механическим воздействием. Чаще всего протечки в безнапорной системе возникают именно из-за внешнего вмешательства. Механические воздействия негативно влияют на резиновые уплотнительные элементы, с помощью которых выполняется большинство соединений в безнапорных сетях.
В системах, находящихся под давлением, аварии возникают по следующим причинам:
- физическое воздействие;
- неправильный монтаж;
- несоблюдение рекомендаций во время эксплуатации;
- повышение давления;
- ошибочная сборка;
- использование некачественных материалов.
Нередко нарушение герметичности ПП системы происходит при проведении ремонтно-строительных работ. Часто монтажники или строители просверливают трубопроводы.
Причиной аварийной ситуации также могут стать фабричные дефекты, потому что присутствуют полимерные трубы китайского производства.
ПП продукция отличается долговечностью, составляющей 50 лет. Именно такую гарантию выдают добросовестные производители сертифицированной продукции.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник
Мечевидный паяльник
Дорны и гильзы для двух видов паяльников.
Размеры насадок на паяльник Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Как выбрать клей
Перед покупкой клеящего состава нужно определиться со способом монтажа, так как это начальный этап выбора клея, – горячим или холодным методом будут соединяться трубы.
Обращают внимание на следующие данные, указанные на упаковке:
- Производитель. Желательно, чтобы это была известная фирма, еще лучше, если та же, что произвела и приобретенные для монтажа трубы.
- Назначение. Наиболее надежное соединение получается при использовании специализированных составов для склеивания труб-ПВХ, но для холодного способа подойдет и универсальный клей.
- Тип склеиваемых труб. Для гофрированных и напорных труб потребуется клей с маркировкой “для мягких основ”, для сборки трубопровода с использованием фитингов или установки сифона – “для твердых основ”.
- Время схватывания. У клея для горячего монтажа должны быть указаны три параметра: высыхание (не более 30 минут), затвердевание (не более 2,5 часов) и полимеризация (20-24 часа). Состав для холодной сварки имеет два параметра: высыхание при комнатной температуре (3-5 минут) и при 40ºС (1-2 минуты).
- Цвет. Удобно пользоваться средствами, имеющими пигментацию – это позволяет контролировать равномерность нанесения клеевого слоя. Прозрачный клей удобен тем, что его избыток, оставленный вдоль шва, почти не заметен.
- Сертификат безопасности и экологичности, указания о токсичности. Для монтажа сетей холодного водоснабжения можно применять только экологически безопасные материалы.
- Срок и условия хранения. Просроченные составы применять нельзя, а при неправильном хранении клей портится раньше, чем кончится срок годности.
Важным моментом при выборе клея является наличие инструкции. Каждый клеевой состав имеет свои нюансы использования, а двухкомпонентные – еще и особенности приготовления раствора. Кроме того, в инструкции указывается, какое защитное снаряжение потребуется при монтаже.
Какой клей выбрать?
Продаже можно найти различный клей для склеивания пластиковых труб.
При этом даже для однотипных материалов предлагаются совершенно разные модификации клеящих составов.
Если не смотреть на химический состав клея, а основываться только на его физическом состоянии, то можно выделить две основные группы:

Клей для труб из твердого ПВХ
-
Однокомпонентные составы для склеивания различных видов пластика.
Такие клеи упакованы в пластиковую, стеклянную или металлическую тару. Они в большинстве случаев готовы к применению и не требуют предварительного смешивания. В состав клея входят растворяющие и формирующие стык химические вещества, при этом такой состав практически не имеет никаких присадок (добавок), которые могут изменить время протекания химических реакций или обеспечить дополнительную прочность склеенному стыку.
- Двухкомпонентные клеи отличаются более сложным химическим составом. Кроме основных химических элементов в их состав входят элементы, позволяющие увеличить адгезию, сократить время испарения растворителей. Помимо этого добавленные присадки позволяют ускорить процесс образования стойких химических полимерных цепочек. Благодаря этому образуются устойчивые связи на атомарном уровне, которые обеспечивают качество стыка, которое по физическим характеристикам не отличается от свойств основной цельной трубы.
Соединение пластиковых деталей склеиванием возможно только при условии правильного подбора клея
Поэтому в обязательном порядке обращайте внимание на сферу его применения (для каких труб он предназначен, температурные условия применения, время полимеризации и условия хранения)
Подготовка пластиковых труб к склеиванию
Как и любые технологии соединения элементов труб склеивание требует предварительной тщательной подготовки стыкуемых деталей. Труба пластиковая под клей обычно имеет безраструбную конструкцию, а стыковка элементов осуществляется при помощи специальных муфт или фитингов.
Подготовительные работы заключаются в следующем:
Заготовки режутся по необходимому размеру (особое внимание необходимо уделять точности реза, именно это во многих случаях играет решающую роль в качестве клееного стыка).
Торцы труб обрабатываются наждачной бумагой или другими устройствами для удаления заусениц.
Поверхность торца трубы подвергается тщательному осмотру, наличие сколов, трещин и других повреждений не допускается.
Выполняется предварительная стыковка склеиваемых элементов, при этом определяется величина зон, на которые потребуется наносить клей.
Подготовленная поверхность подвергается обезжириванию, для этой цели могут использоваться различные составы, рекомендованные производителем.
Технология склеивания
Процедура склеивания, так же как и ремонт пластиковых труб при помощи данной технологии может иметь некоторые особенности:
- Чаще всего клей наносится тонким слоем на соединяемые поверхности, после чего детали необходимо состыковать и зафиксировать в неподвижном состоянии в течение 5-10 минут. При этом не допускаются взаимные движения стыкуемых элементов. После первичной полимеризации необходимо выдержать определенный период времени до ввода изделия в эксплуатацию.
- Некоторые виды клеев нуждаются в повторном нанесении. При этом первый слой обеспечивает растворение поверхностей заготовок, а второй отвечает непосредственно за склеивание.
Чтобы не нарушить технологию соединения при помощи клея, обязательно изучите рекомендации производителей и труб, и клеевых составов.


















