Как научиться правильно паять
Содержание:
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Как получить нужную?
Температура жала паяльника, имеющего мощность 100 Ватт, имеет некоторые ограничения. Так, при максимальном разогреве нельзя превысить наибольший порог, но недопустимо и понизить, чтобы она постоянно находилась на одном и том же уровне. Для подбора нужной температуры необходимо ориентироваться именно на мощность прибора. На протяжении достаточно длительного времени эта методика была наиболее популярной. Ведь в советских паяльниках по-другому узнать температуру было невозможно. Но и у этого метода был существенный недостаток, поскольку для обработки разных поверхностей приходилось покупать несколько видов паяльников.
Более современные модели оснащены встроенным температурным регулятором. Точно так же регуляторы продаются отдельно. Этот прибор можно установить практически на любую модель. Он с лёгкостью решает проблему понижения температуры. Суть заключается в следующем – если паяльник имеет мощность 60 Ватт, то при повороте ручки регулятора наполовину, температура жала уменьшится до показателей паяльника мощностью в 30 Ватт. Паять при наличии такого прибора намного легче.
При обработке микросхем таким паяльником можно регулировать температуру вплоть до 1° C. По стоимости такие приборы существенно отличаются от обычных. Но они в несколько раз облегчают работу мастера.


Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.

Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.

А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
 И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.

При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания. Однако просто замерить температуру недостаточно
Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор
Однако просто замерить температуру недостаточно
Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
https://youtube.com/watch?v=s5C2_bJrrro
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
Последовательность действий на примере смд-компонента
Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.
На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь
В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Какая температура должна быть?
Как уже было сказано, наиболее комфортным для работы температурным диапазоном считаются показатели от 245 до 300° C. Но суть в том, что все паяльники рассчитаны для обработки различных металлов. Например, для пайки некоторых металлов паяльнику необходимо разогреваться до 600 градусов. При этом их мощность тоже может варьироваться. Оптимальным считается диапазон от 25 до 40-60 Вт. Гораздо реже встречаются паяльники с минимальной мощностью в 8 Вт и максимальной – 200 Вт. Как правило, высокой обладают паяльники, используемые на производствах в промышленных масштабах. Устройства для работы в домашних условиях значительной мощностью не обладают. Но рабочая мощность обычного бытового прибора может достигать и 100 Ватт.

Относительно припоя
Рабочая температура паяльника для каждого процесса определяется в индивидуальном порядке. В процессе пайки однотипных контактов допустимо устанавливать одинаковую температуру. Но при этом и состав припоя должен быть идентичным.

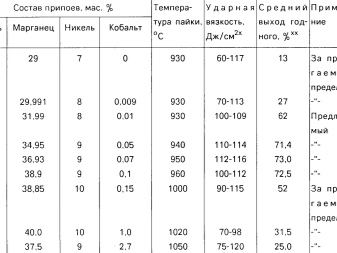
В зависимости от типа припоя температура жала прибора должна быть следующей:
- сплав Вуда – 75;
- сплав Розе – 95;
- ПСРЗИ – примерно 145-146;
- ПОЗИ 30 – 175;
- ПОС 61 – 195-197;
- О2 – 237;
- ПСР – 240;
- ПСР 2 – 248;
- ПСР 1.5 – 285;
- ПОС 10 – 305.
Все представленные температурные показатели имеют единицу измерения°C.


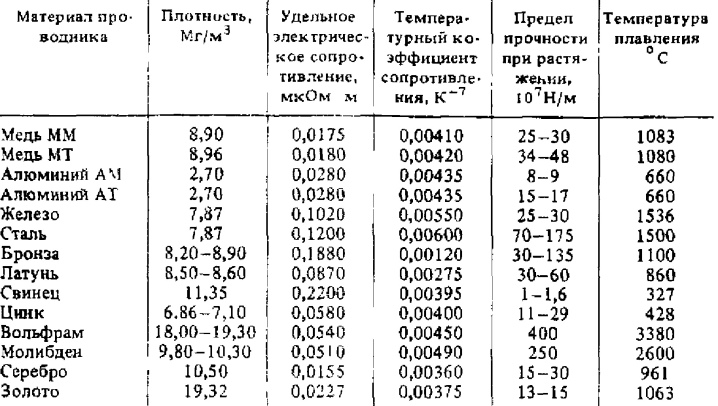
В зависимости от материала
Температура жала – это очень важный показатель, который необходимо изменять не только из-за состава припоя, но также и в зависимости от типа обрабатываемой поверхности
Здесь важно знать не только температуру паяльника, но и температуру, при которой происходит плавление обрабатываемого металла
Температура плавления наиболее распространённых металлов разная и выглядит следующим образом:
- чугун – 1200;
- сталь – 1400;
- серебро – 961,9;
- свинец – 327,4;
- олово – 231,9;
- медь – 1084,5;
- золото – 1063;
- железо – 1539;
- алюминий – 660,4.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Что ещё необходимо для пайки
Для того чтобы правильно запаять провода в кабельной проводке или в любом другом соединении – помимо паяльника потребуются вспомогательные материалы, называемые расходными. К ним относятся такие распространённые компоненты, как припой, паяльная канифоль и специальные флюсы, существенно повышающие качество пайки. Для удобства пользования паяльником также рекомендуется иметь подходящую подставку.
Канифоль и флюсы
Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Для работы с флюсом можно использовать небольшую кисточку, посредством которой удобно обрабатывать любые проводники. При этом способе нельзя забывать о том, что химически активные флюсы разъедают со временем материалы, и что после лужения их желательно смыть растворителем или спиртом.
При обработке канифолью те же провода укладываются на её поверхность, а затем аккуратно пропаиваются паяльником.
Специалисты считают канифоль достаточно универсальным средством, а флюсы подбираются специально под обрабатываемый металл (как правило – медный). Для их пайки чаще всего применяется флюс марки «ЛТИ-120» или особое вещество, называемое бурой.
Неплохо зарекомендовал себя подготавливаемый своими руками флюс, состоящий из смеси канифоли и спирта (1:5). При его изготовлении размельчённая до состояния порошка канифоль постепенно засыпается в спирт и тщательно взбалтывается до полного растворения.
Припои
Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Очень удобна в обращения марка припоя, внутри которого имеется канифоль (тип ПОС-61). При его применении необходимость в обработке каждого отдельного проводника канифолью отпадает.
При работе с таким припоем потребуется достаточно мощный паяльник (не менее 100 Ватт).
Из всего сказанного следует, что помимо припоев и флюсов особое внимание должно быть уделено выбору подходящего паяльника
Паяльник и вспомогательные материалы
Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
При этом желательно ориентироваться на следующие требования:
- мощность инструмента не должна превышать 80-100 Ватт;
- паяльник должен иметь заточенное «под угол» жало;
- наконечник устройства перед началом работ должен быть тщательно залужён.
Помимо паяльника для успешного проведения пайки проводов потребуются удобная и лёгкая подставка, а также специальный инструмент (пинцет, кусачки, пассатижи и набор наждачных шкурок).
Подставку под паяльник проще всего изготовить из куска пластика или древесины подходящего размера с закреплёнными на нём металлическими опорами.
На её основании можно будет закрепить металлическую ёмкость (чашечку от старого механического звонка, например), в которой удобно хранить припой и канифоль.