Как происходит пайка медных труб?
Содержание:
- Особенности процесса
- Пайка меди своими руками в домашних условиях
- Технология пайки медных труб
- Технология пайки медных изделий
- Как выбрать?
- Какие свойства имеет медно-фосфорный припой, где он применяется.
- Физико-химические свойства
- Избегаем ошибок
- Применение буры
- Как паять сплавы алюминия?
- Классификация припоев
- Что необходимо для пайки труб из меди
Особенности процесса
Ключевые проблемы пропайки алюминия традиционными припоями и флюсами связаны с:
- образованием оксидной пленки, обладающей высокой температурой плавления и хорошей химической стойкостью, предотвращающей взаимодействие с оловянными или свинцовыми припоями;
- низкой температурой плавления чистого металла, затрудняющей качественный пропай.
Для проведения пропая алюминиевых деталей специалисты должны очистить поверхность материала от оксидной пленки либо применить специализированные агрессивные припои и флюсы.
Температура плавления алюминиевых изделий для пайки.
Основные правила пайки алюминия в домашних условиях при отсутствии цинкового или алюминиевого припоя включают следующие пункты:
-
Предварительную зачистку поверхности.
Место, на котором необходимо выполнить паяльные работы следует внимательно очистить от краски, грязи и частичек других металлов. -
Шлифовку.
Для лучшей адгезии между припоем и алюминием следует отшлифовать место предполагаемого соединения. -
Нельзя делать большой перерыв между очисткой алюминия и непосредственным нанесением флюса.
Из-за высокой скорость образования оксида на поверхности, процесс очистки для алюминия может потребоваться повторно. -
Правильный выбор устройства, для прогрева места пайки.
Для этой работы идеально подойдет электропаяльники с регулируемой температурой жала. -
Контроль за температурой места соединения.
Ввиду хорошей теплопроводности металла, температура будет быстро растекаться по всей площади изделия, а потому пропаиваемый участок будет стремительно остывать. -
Обязательным условием успешной пайки алюминия является залуживание места предполагаемого контакта.
Если вовремя нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сможет образоваться.
Существует несколько секретов, которые можно использовать для пайки алюминия без специализированного припоя:
-
Разрушение оксидной пленки путем интенсивного трения места соединения кирпичом.
После того, как с камня облупится некоторое количество пыли следует набрать на жало паяльника необходимое количество канифоли или флюса и залить место пайки. После этого следует сделать сильные нажимистые движения плоским срезом паяльника, по месту планируемого пропая. Путем такого нехитрого действия кирпичная пыль разрушит тонкую оксидную пленку, а имеющийся на паяльнике припой залудить очищенный металл. -
Разрушение оксидной пленки при помощи частичек железа.
Для этого следует сточить толстый гвоздь напильником, нанести на место пайки большое количество жидкой канифоли или флюса, а затем насыпать металлические опилки. После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки. -
Использование трансформаторного масла.
Для осуществления данного способа следует снять верхний слой детали наждачной бумагой, а затем на очищенное место вылить масло. После этого можно втереть разогретый припой и получить хорошую адгезию между оловом и алюминием.
https://www.youtube.com/watch?v=nu8TgMU5I2k
Пайка меди своими руками в домашних условиях

Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
Припои бывают:
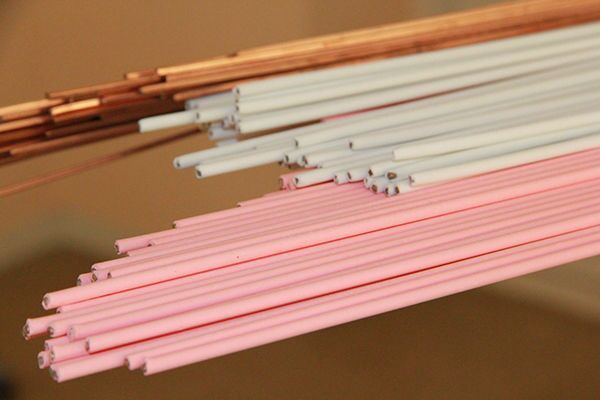
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс.
Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси.
Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
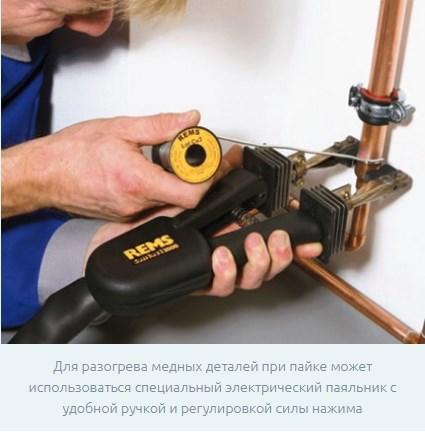
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Технология пайки медных труб
Паять или варить медные трубы для систем водоснабжения и отопления, кондиционеров и любых других устройств, достаточно несложно. Алгоритм выполнения такой операции выглядит следующим образом.
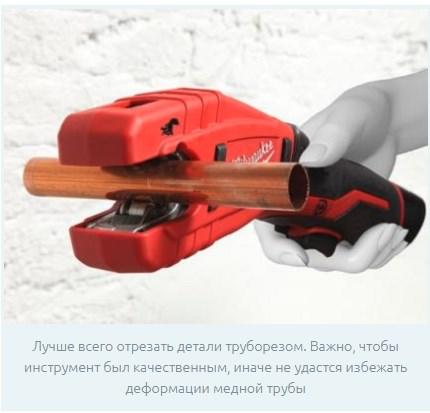
Сначала необходимо отрезать кусок трубы требуемой длины, для чего используется труборез
Очень важно располагать инструмент перпендикулярно к оси трубы, чтобы рез получился максимально ровным.
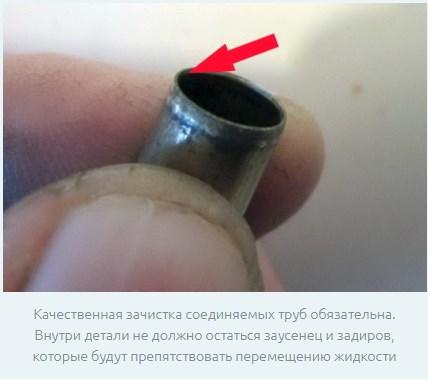
После того как труба будет отрезана, ее необходимо зачистить. Для очистки поверхности изделия используют металлическую щетку, а ее торец освобождают от заусениц и металлической пыли при помощи ершика
Ни в коем случае нельзя использовать для этих целей наждачную бумагу, так как она оставит на поверхности трубы мелкий песок, который ухудшит сцепление припоя с основным металлом.
Для какой бы цели вы не паяли трубы из меди, для кондиционеров, холодильников или систем отопления, край одной из них необходимо расширить. Увеличить диаметр конца одной из труб следует до такого значения, чтобы другой конец спокойно входил в него, оставляя лишь небольшой зазор.
Расширенный конец трубы также следует зачистить, используя для этого металлическую щетку, но не наждачную бумагу или чистящую пасту.
Перед началом пайки на конец трубы меньшего сечения следует нанести флюс. Очень важно равномерно распределить флюс при его нанесении, в противном случае его избыток попадет внутрь трубы и образует там застывшие капли, которые будут создавать шум при движении по ней жидкости.
Труборез для медных и алюминиевых труб 3-35 мм
Подготовленные концы труб перед пайкой следует вставить друг в друга, после этого можно приступать к пайке, вытерев избытки флюса влажной тряпкой. Чтобы соединение получилось качественным и надежным, необходимо прогреть соединяемые трубы перед началом использования припоя. Нагрев может считаться достаточным тогда, когда нанесенный на одну из труб флюс станет серебристого цвета.
После предварительного разогрева места соединения к нему подносят припой, который от высокой температуры начинает плавиться и заполнять пространство стыка. Способствует процессу и принцип капиллярности, за счет которого расплавленный припой заполняет зазор между трубами. Пайку заканчивают в тот момент, когда он полностью заполняет собой промежуток между соединяемыми трубами. Очень хорошо такой процесс просматривается на видео, которое снимают многие специалисты.
Теперь вы знаете, как паять медные трубы. Более наглядно изучить процесс пайки позволит видео ниже.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Как выбрать?
С помощью пайки можно осуществить стыковку труб практически любой сложности – водопровода и отопления, газовой системы, трубок холодильного оборудования, медных проводов. При работе в условиях производства применяют средне- и высокотемпературные припои, а для пайки в домашних условиях лучше использовать низкотемпературные составы, которые дают возможность выполнения стыков паяльником.
Высокотемпературными составами дома пользоваться сложно, так как добиться разогрева припоя до 1100°C без применения специальных приспособлений невозможно. Кроме того, выполнение таких работ пожароопасно, и при работе можно насквозь перфорировать медные тонкостенные трубы.


При выполнении стыков газопроводных труб применяют серебряный или серебросодержащий припой. Серебро обеспечивает точность пайки, прочность готового шва, который устойчив к механическому воздействию, в том числе и к вибрациям различной интенсивности. Такой тип припоя не относится к недорогим вариантам, но качество результата оправдает затраченные средства долгими годами безупречной службы газового трубопровода.


Какие свойства имеет медно-фосфорный припой, где он применяется.
Основой медно-фосфорного припоя является медь, к которой в качестве добавки присоединяется фосфор. Такой припой прекрасно соединяет детали из меди, не требуя при этом очень высокой температуры нагрева изделия, так как плавится при температуре 700–850 градусов. Точная температура плавления зависит от конкретной формулы припоя. Например, соединение, в состав которого входит медь и фосфор в соотношении 91% : 9%, плавится при температуре 800 градусов. А если в состав припоя помимо меди и фосфора включено еще олово и небольшое содержание цинка (соотношение 89,5 (медь) : 6 (фосфор) : 4 (олово) : 0,5 (цинк) %), то плавление начинается при температуре 690 градусов С.
Наиболее распространенные марки медно-фосфорного припоя – ПМФ-7, ПМФ-9 и ПМФОЦр-6-4-0,03. В маркировке соединения цифра, следующая за аббревиатурой, указывающей на состав, обозначает процентное содержание фосфора. В припой марки ПМФОЦр входит также олово и цирконий, что и отмечено в его названии буквами О и Цр, а также цифрами, которые указывают на количество данных добавок (4 и 0,03%).
Основными характеристиками соединений для пайки данного типа, кроме не слишком большой температуры плавления, являются:
- значительная жидкотекучесть;
- хорошая устойчивость к коррозии;
- невосприимчивость к воздействию агрессивных сред.
В результате применения такого припоя получаются достаточно прочные швы. Правда, они имеют один недостаток: их эластичность значительно уменьшается при низкой температуре воздуха.
Применяют медно-фосфорные припои для соединения деталей из чистой меди или ее сплавов: бронзы, мельхиора или латуни. Также их можно использовать и в ситуации, когда необходимо припаять друг к другу части изделия, одна из которых состоит из меди, а вторая из стали (обычной или нержавеющей).
Обратите внимание! Паять с помощью данных составов стальные или чугунные заготовки не следует, так как фосфор при контакте с железом образует фосфиты. Из-за этого паяльный шов становится хрупким и не способным выдерживать механические воздействия
Такое соединение просто разрушится при ударе или изгибании изделия, также не перенесет оно и вибрационных воздействий. Единственный способ избежать этого – покрыть стальное или чугунное изделие перед пайкой слоем меди.
Еще одна сфера применения медно-фосфорного состава для пайки – это ремонт ювелирных изделий. Обычно для этих целей применяют серебряные припои. Но и соединение марки ПМФ способно справиться с такой задачей не хуже, а стоить такой ремонт будет дешевле.
Физико-химические свойства
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.
Низкотемпературные припои для пайки медных труб
Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.
Высокотемпературные припои для пайки медных труб
Технические характеристики
Braze Tec
|
Температура плавления, °С |
645 ― 815 |
|
Температура рабочая, °С |
710 |
|
Прочность готового соединения на разрыв , МПа |
250 |
|
Плотность материала, г/см³ |
8,2 |
|
Какую температуру могут выдержать соединения, °С |
150 |
S34
- Температура плавления: 630 – 730 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы
- Какой флюс подходит: LP 5.
Ролот 15
- Температура плавления: 650 – 800 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы.
- Какой флюс подходит: LP 5.
Особенности выбора
Большая зависимость здесь наблюдается от температуры плавления, так как чем она выше, тем большему влиянию подвергается металл трубы
Если это не принципиально важно, как в толстых трубах, на которых не лежит большая ответственность, то лучше выбирать твердый припой для меди с высокой температурой плавления. В ином случае, если стены тонкие и им не нужна высокая прочность соединения, то подойдет мягкий припой для пайки медных труб с низкой температурой плавления
Особое внимание нужно обратить на пищевую медь, так как припой в данном случае не должен содержать токсичных и ядовитых компонентов
Особенности пайки
Процесс соединения мало чем отличается от других металлов. Здесь также нужно подготовить поверхность, очистив ее от пленки окисления. Затем следует нанести флюс для улучшения свойств спаивания, если того требует технология. Следует оставить зазор в 0,5 мм между деталями. Потом уже можно разогревать металл для рабочей температуры, как только она буде достигнута, требуется соединить припой с заготовкой, чтобы расплавленный металл проник во все требуемые отверстия. Затем дать остыть естественным способом.
Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Видео: технология спаивания медных туб
Применение буры
Проводить всегда считалось самым простым способом соединения медных труб. По сути, бура – это высокотемпературный флюс в виде пасты.
При нагреве до 700-900 ℃ она начинает плавиться, превращаясь в стекловидную массу. С ее помощью соединяют между собой не только медные заготовки, но и медь с железом, для чего используются припои из меди, серебра, золота или латуни, то есть, среднеплавкие сплавы.
Единственное, на что необходимо обратить внимание, это соли, которые образуются в процессе пайки меди с помощью буры. Для этого они смешивают в одинаковых пропорциях борную кислоту и буры
Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли
Для этого они смешивают в одинаковых пропорциях борную кислоту и буры. Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли.
медных трубок практически ничем не отличается от стандартного процесса. Но есть в нем и свои нюансы.
К примеру, буру наносят и поверх трубок, и по внутренним ее поверхностям. Затем два патрубка нагреваются в течение 15 секунд, и только после этого вносят припой в зону нагрева.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно. В противном случае можно получить пережог
Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами
Важно знать, что флюс марки 34А может привести к сильной коррозии металла
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Классификация припоев
Припои
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.














