Журнал сварки труб всн 012-88 форма 2.6, образец заполнения (скачать)
Содержание:
Как запаять полиэтиленовый пакет в домашних условиях

Сварка пленки — одна из рабочих операций, которая порой может оказаться необходимой. При многих видах работ куски пленки из полиэтилена требуется плотно соединять между собой. Чаще всего это необходимо для сооружения парника, теплицы, монтажа пароизоляции при строительстве.
Для бытовых нужд также может понадобиться сварка пленки. Для проведения некоторых мероприятий необходимо обеспечивать материалу герметичное соединение с целью получения какого-либо изделия.
При склеивании полиэтилена с использованием скотча или клеящих веществ не получится качественных герметичных стыков, поэтому при необходимости обеспечения прочного соединения используют сварку.
Какие способы используют для сваривания пленки
Для сварки полиэтиленовой пленки существует много способов. Сама по себе операция представляет собой скрепление слоев материала нагревом, создавая удобную для плавления температуру. При сжатии слоев образуется сварной шов.
Сварка полиэтилена происходит следующим образом: слои при нагреве меняют структуру, соединяются на молекулярном уровне, после остывания образуется прочный шов.
Чтобы склеить полиэтиленовую пленку, слои следует хорошо очистить — при любых загрязнениях прочностные характеристики намного уменьшаются.
В расплавившуюся массу переходят чужеродные примеси, которые нарушают в швах молекулярную структуру.
Для качественного соединения с высокой прочностью необходимо соблюсти следующие условия:
- при выполнении сварки пленки ее куски должны быть однородными, принадлежащими к одной партии;
- поверхности должны быть чистыми;
- температурный режим при работе выбирайте правильно — при недостаточном прогревании прочность ухудшается, при чрезмерном — стык и предшовный участок деформируется;
- при нагревании следует обеспечить достаточное сжатие.
Чтобы соединить пленку ПВХ качественно, нельзя выполнять повторно сваривание кромок материала. Если необходимо произвести такую операцию, предварительно срежьте испорченные края.
Как при осуществлении строительных операций, так и при бытовых нуждах могут использоваться такие методы соединения:
- сваривание паяльником, снабженным специальными насадками — он при этом выступает как самодельный аппарат для сварки;
- стыкование при нагревании, расплавление пленки утюгом;
- нужная температура слоев достигается при помощи выжигателя;
- для прогревания шва используется промышленное оборудование.
Можно попробовать прогреть пленку феном, затем плотно соединить предназначенные к склеиванию поверхности друг с другом, а лучше положить под пресс.
Сварка пленки паяльником
Как склеить полиэтиленовую пленку при помощи паяльника? Этот способ можно смело отнести к наиболее распространенным — инструмент легко доступен, позволяет получить неплохой результат, а при небольшой доработке паяльника эффект можно улучшить.
Надо учесть, что без доработки не всегда получится выполнить плотное соединение — стыки могут быть неравномерными, материал растекается.
Специальные насадки на паяльник позволят добиться высококачественного результата. Так можно склеить пленку для теплицы или сделать полотно для других нужд. Только при совсем небольших объемах работ можно рекомендовать к использованию соединение ПВХ паяльником. После небольшой доработки он превращается в удобный и простой в использовании инструмент.
Утюг как сварочный нагреватель
Как склеить пленку с использованием утюга — простейшего бытового прибора, который есть в каждом доме? Все очень просто — работа заключается в расплавлении полиэтилена и создании стыков с помощью разогретой подошвы утюга.
Импровизированный сварочный аппарат из утюга позволяет соединять обширные участки пленки. При этом швы можно выполнить с определенной шириной. У всех современных утюгов имеется термореле, которое позволяет регулировать температуру нагрева.
- Перед тем как склеить пленку, обеспечьте удобное место для работы — лучше всего подойдет деревянная гладкая поверхность.
- Пленку укладывают внахлест, верхний слой накрывают фторопластом или бумагой, подошву утюга прижимают и ведут вдоль сварочной линии.
- Опытным путем определяются скорость прижима, сила, подбирается температура.
Профессиональные инструменты для выполнения сварки
Для соединения пленки в домашних условиях можно своими руками изготовить разнообразные инструменты, но они годятся только для выполнения небольших по объему работ. При необходимости масштабного производства — коммерческая деятельность, создание парника или теплиц — использование этих приборов обладает наибольшим эффектом. Ни один клей не обладает такими же способностями.
Муфтовая сварка полиэтиленовых труб
Она применяется для любых труб с гладкой наружной поверхностью независимо от толщины стенки. Перед началом работы концы труб обязательно очищают от всевозможных загрязнений и окисной плёнки.
Если обнаруживается грязь с содержанием жиров, то поверхность обезжиривается при помощи спирта или ацетона.

Уже очищенные концы труб фиксируют в соединительной детали до упора, после чего их закрепляют
Важно, чтобы трубы были полностью неподвижны во время всего процесса вплоть до остывания
Чтобы обеспечить защиту от загрязнения зазор между муфтой и трубой заклеивается лентой, также стоит закрыть открытые концы труб во избежание потери тепла. Кроме того, для муфт, у которых закладной нагреватель диаметром 280-710 мм, обязательно необходим предварительный прогрев.

Сам процесс сварки происходит за счет встроенных нагревательных элементов. Электроспирали вмонтированы в заглушки, отводы, тройники, ответвительные седла.
И когда на такую спираль подается электрический ток, она разогревается, за счет чего происходит плавление полиэтилена и к трубе приваривается фасонная часть. Извлечение из зажимов возможно только после полного остывания. Сварному соединению также присваивается порядковый номер.

В завершение необходим контроль качества в месте сварных соединений. Его назначение – выявление различных дефектов, как внутренних, так и внешних. Контроль осуществляется двумя видами методов.
Во-первых, экспресс-методы, в которые входят: визуальный контроль, испытание на осевое растяжение, контроль ультразвуком, гидравлическое и пневматическое испытания, испытание на сплющивание или на отрыв.
А во-вторых, специальные методы: испытание на статический изгиб, испытание при постоянном внутреннем давлении, на длительное растяжение, на стойкость к удару. При чем, экспресс-методы обязательны, а специальные используются для подтверждения результатов первых.
Видео: Сварка полиэтиленовых труб
https://youtube.com/watch?v=9ZtApazxChA
Оборудование
Сварка полиэтиленовой пленки может выполняться при помощи утюга, паяльника, а также специальными промышленными приборами.
Сварка пленки бытовым утюгом
Такой способ пользуется широкой популярностью. Сначала нужно подготовиться: для этого на стол кладется деревянный брусок, а уже на него помещаются края полотнищ пленки
Здесь важно проследить, чтобы окончания материала выступали на 20 мм от краев бруска. Поверх полотнищ из полиэтилена кладется тугоплавкий листовой материал, например целлофан или фторопластовая пленка
Для того, чтобы процесс протекал быстрее, после того, как вы проведете утюгом по пленке, свариваемый участок нужно охладить, например, можно воспользоваться мокрой тряпкой.
Листы пленки нужно сложить внахлест, а затем на них уложить бумажный лист. После этого, утюг нужно наклонить на 5° и медленно проводить им вдоль шва. С первого раза получить прочное соединение не получится, нужно повторять последовательность действий 4-5 раз.
Сварщики, имеющие опыт в этом деле, часто применяют специальные насадки, которые фиксируются на электрическом утюге.
Насадка имеет плоское ребристое основание. Именно ребра отвечают за соединение участков полиэтиленовой пленки. В области пайки при помощи насадки образуются два прочных шва, размещенных параллельно.
Сварка полиэтиленовой пленки при помощи паяльника
Воспользовавшись для соединения пленки обычным паяльником (40-60 Вт), можно получить прочный и надежный шов, но необходимо немного усовершенствовать инструмент. Применение паяльника без специальных насадок, не приведет к желаемому результату, т.к. стык получится неравномерным, а материал и вовсе может растечься. Именно поэтому надо воспользоваться специальными насадками, которые крепятся к аппарату.
Нужно взять обычный паяльник, снять окончание жала, посредством ножовки создать пропил и в него поместить алюминиевую или медную пластину и зафиксировать ее заклепкой. Поверхность пластины необходимо обработать и со всех сторон округлить ее надфилем. Сам процесс сварки осуществляется следующим образом: под углом 45° паяльник прижимается и равномерно движется по свариваемым деталям. В процессе создания стыка, специалисты рекомендуют подложить деревянную основу под пленку.
Также в качестве насадки может использоваться колесико. Для этого также удаляется окончание жала и создается пропил, по размеру превышающий радиус колесика . Сверлится отверстие в теле жала под нужную ось колеса (3-5 мм), после чего изготавливают алюминиевый или медный диск (8-10 мм). Диск помещается в выемку жала и фиксируется осью. Сам процесс сварки заключается в прокатывании разогретого паяльника на нужную дистанцию.
Профессиональные приборы
Для выполнения объемных работ (например для создания покрытий парников большой площади) лучше всего применять профессиональные устройства для сварки полиэтиленовой пленки. Преимущество таких аппаратов заключается в том, что с ними можно настраивать параметры давления, температурного режима и скорости, с которой он будет перемещаться по шву. Если вам необходимо соединить участки полиэтилена из одной и той же партии, то единожды задав необходимые параметры, процесс сварки можно осуществлять очень быстро. Обычно, подобные инструменты снабжены задающими и натяжными роликами, благодаря которым можно протягивать, подвергаемые сварке полотна пленки, с одинаковой скоростью. Таким образом достигается высокое качество шва.
Сегодня на рынке присутствуют промышленные приборы различного типа. Они могут иметь как контактный нагрев, так и нагрев, который производится посредством горячего воздуха.
Подводя итог стоит отметить, что осуществить сварку полиэтилена в домашних условиях не так сложно, как кажется на первый взгляд. Для этого предусмотрены различные аппараты, с помощью которых можно получить качественное и прочное соединение. Паяльник и утюг помогут в короткие сроки создать шов, главное соблюдать точность технологии. Если же предстоят широкомасштабные работы, то здесь лучше отдать предпочтение профессиональным промышленным приборам. В любом случае конечный итог будет зависеть от ваших стараний и внимательности. Также помните, что выполняя сварочные работы, не стоит забывать о личной безопасности, перчатки и защитная одежда лишними не будут, а, наоборот, защитят вас от случайных ожогов. В случае, если вы не имеете совсем никакого опыта, то безусловно, лучше обратиться к специально обученным людям.
Watch this video on YouTube
Основные принципы сваривания пленки и применяемые методы
Под сваркой полиэтилена понимают соединение отдельных слоев материала путем нагрева до температуры плавления и сжатия слоев с образованием сварочного шва. В период расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, в результате после остывания образуется моноструктура в теле сварочного шва. Коэффициент прочности стыка равняется приблизительно 0.7-0.85. То есть 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях коэффициент может быть и выше, но для этого требуется специальное оборудование, чистота материала и подобранная температура нагрева. Температура расплавления полиэтиленовой пленки приблизительно равна 120-160°С и зависит от ее применения.
Если свариваются загрязненные поверхности, то прочностные характеристики стыка снижаются, так как в расплавленную массу попадают примеси, нарушающие молекулярную структуру в шве. Для получения качественного и прочного соединения требуются следующие условия:
Рисунок 2. Схема насадки для утюга.
- однородность свариваемых кусков пленки (имеется в виду ее принадлежность к одной партии изготовления);
- чистота соединяемых поверхностей;
- подобранный температурный режим (при недогреве резко падает прочность, а при перегреве возможна деформация стыка и предшовного участка);
- приложение нужного сжатия во время нагрева.
Для качественного соединения не допускается повторное сваривание кусков по тем же кромкам, в подобных случаях их обрезают.
Чаще всего в быту и при выполнении строительных операций применяются следующие способы соединения нагревом:
- сварка при помощи паяльника (может включать использование насадок);
- стыковка в результате нагрева и расплавления слоев пленки утюгом;
- нагрев выжигателем;
- использование для создания шва специальных промышленных приспособлений.
6.3 Гидравлические и пневматические системы
Оборудование должно поддерживать заданное давление в плоскости сварки в течение каждой стадии сварочного цикла. Если гидравлическое давление создается с помощью ручного насоса, насос должен управляться одним человеком и обеспечивать необходимое давление в течение требуемого времени на каждой стадии сварки для всего диапазона размеров свариваемых труб, для которых предназначено оборудование.
Гидравлическая система должна обеспечивать поддержание нормативного давления в плоскости сварки труб или фитингов в течение требуемого времени.
Дисплей индикации давления должен быть четким и легко читаемым в условиях работы.
Гидравлическая система должна быть защищена от избыточного давления.
Конструкция гидравлической системы оборудования должна отвечать требованиям безопасности, предъявляемым к сосудам, работающим под давлением.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Стыковая сварка
Процесс стыковой сварки полиэтиленовых труб схож с выполнением аналогичной сварки полипропиленовых труб. Различаются только давление и отрезки времени для нагревания и последующего охлаждения материала. Сравнения указанных параметров при выполнении сварки полипропиленовых труб и полиэтиленовых труб отражены в таблице.
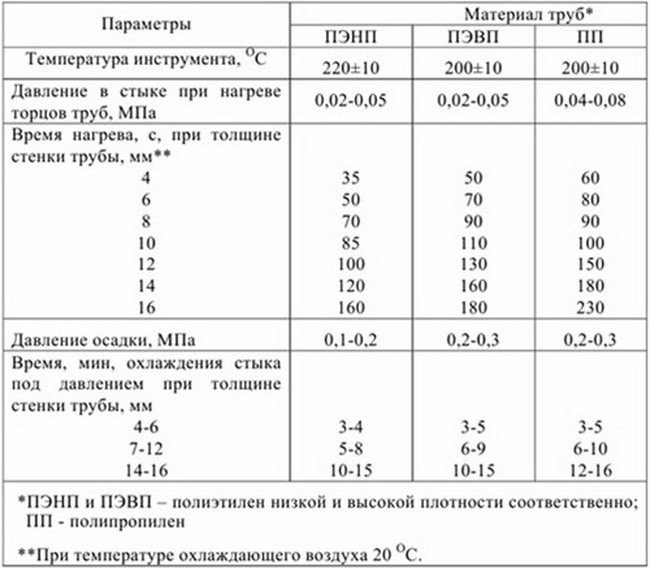
Параметры режима стыковой сварки для труб из полиэтилена и полипропилена
Применяют стыковую сварку для фиксации труб сечением 50 мм и более, а стенками толщиной от 5 мм. Использовать стыковую сварку для труб меньших диаметров нежелательно из-за внутреннего грата. Он образуется в процессе выполнения сварочных работ и приводит к сужению проходного отверстия, уменьшая пропускную способность.
Обычно такая сварка востребована для труб, у которых одинаковая толщина стенок. Если требуется фиксация изделий с разной величиной стенок, то следует предварительно подготовить изделия и обеспечить совпадение площадей контакта. Для этого у труб, имеющих стенки большей толщины, необходимо снять фаску.
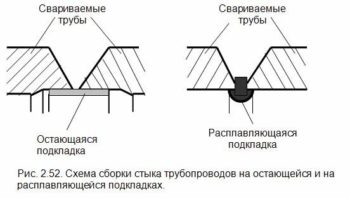
Принцип стыковой сварки заключается в расплавлении концов труб с помощью нагретого инструмента до состояния вязкости. После их фиксируют друг с другом под давлением и полученную конструкцию оставляют неподвижной до охлаждения в естественных условиях.

Схема стыковой сварки труб из полиэтилена
В результате сварки образуются стыковые соединения, у которых показатели прочности превышают аналогичные параметры цельной трубы. Эффект подтверждается путем испытания на специальной машине: при нагрузке растяжение и разрыв наблюдаются не по линии сварного шва, а на целом участке.

Результаты испытаний полимерного образца, соединенного сваркой встык
Оборудование для стыковой сварки представлено сварочными аппаратами, конструкция которых включает:
- Центратор, укомплектованный хомутами. Он используется для фиксации труб, совмещения осей и сведения.
- Торцеватель, предназначенный для предварительной обработки концов изделий перед сваркой.
- Сварочное зеркало, которое служит в качестве нагревательного элемента и обеспечивает нагрев полимера.
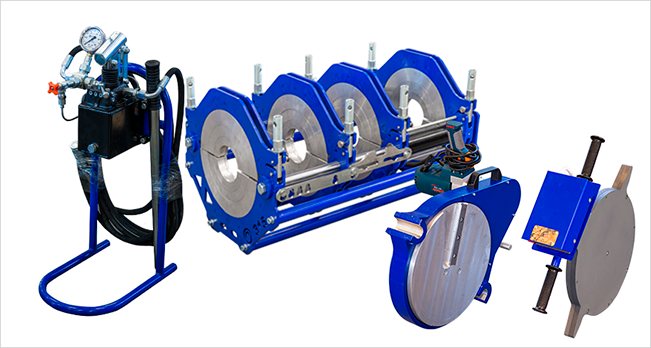
Аппарат для стыковой сварки труб Подача напряжения к каждому узлу и поддержание показателей в заданном диапазоне осуществляется с помощью блоков питания и управления. Оборудование оснащено устройством, которое создает усилие, за счет которого участки труб прижимаются к нагревательному элементу и друг к другу. Для разрезания труб на отрезки нужной величины применяют труборезы.

Труборез
Оборудование для формирования стыковых соединений может быть:
- ручным,
- полуавтоматическим;
- автоматическим.
Выбор устройств определенного типа зависит от сечения труб.