Сварка профильных труб
Содержание:
- Особенности сварки профильных труб
- Сфера применения
- Техники и методы сварки тонких листов металлов
- Обобщенно о сварке профильной трубы
- Полезные советы
- Как соединить профильные трубы: без сварки и резьбы
- 3 Газовая сварка – основные техники и тонкости процесса
- Методика сварки
- Технология сварки профильной трубы
- Правила выполнения соединений
- Виды наиболее популярных видов профиля
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
 Чертеж профильной трубы.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит
Сфера применения
Крепление является универсальным, применимо при возведении каркасов зданий и сооружений прямоугольной формы, в которых в качестве основания для каркаса выступает металлический профиль прямоугольной формы.
- павильоны, тенты, склады, навесы, летние беседки в кафе;
- ларьки и малые архитектурные формы для торговли;
- дачные постройки – вольеры для животных, душевые, каркасы для навесов от дождя, теплицы оранжереи и т.д.;
- каркасные полки, шкафы и стеллажи;
- рекламные щиты и баннеры.


Хотя сама собираемая конструкция весит немного, она обладает значительной механической прочностью. Каркас способен выдержать вес профлиста, поликарбоната, МДФ, ОСП, и многих других материалов.

Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
https://youtube.com/watch?v=WhtS9M_Ohog
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
https://youtube.com/watch?v=7Zl6lPVKNkM
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие. Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
Как соединить профильные трубы: без сварки и резьбы
Для тех, кто хоть раз менял трубы системы водоснабжения, самым надежным и быстрым способом соединения являются сварочные работы. Но, процесс сварочных работ сильно разнится с процессом сварки трубопроводных элементов, состоящих из пластика. Основными материалами, в последнем случае, являются фитинги и муфты.
В чем же преимущество профильных труб?
- Во-первых, трубы из металла разного профиля достаточно стойки к повреждениям.Кроме того, ценовая политика на их себестоимость очень приемлема, а такое свойство, как прочность и надежность, привлекает все больше к себе внимания.
- Во-вторых, по сравнению с другими видами труб, они достаточно легкие. Но это не говорит о том, что они подходят только для определенных работ. С их помощью можно сделать любую конструкцию.
Сегодня рынок предлагает уйму разновидностей профильных труб, а также их сечений. Каждый вид подбирается индивидуально.
Разновидности процесса сварки
Условия работы, виды соединителей и материал трубы являются определяющими критериями его разновидностей.
Процесс сварки бывает с помощью:
- газового аппарата;
- рук;
- электрического тока;
- электродов из металла;
- инертных газов;
- флюсовой проволоки.
Кстати, кроме вышеперечисленных видов, очень востребована сварка с использованием порошковой проволоки.
Какой же процесс сварки подойдет для профильных труб?
Для начала нужно сказать о том, что для сварки профильных труб нужно определить правильный вид сварки. Сварка с применением инертного газа, подойдет для профильных труб из стали, которая не ржавеет. Короткодуговая сварка применяется, если толщина стали превышает 0,8 мм. Если же толщина колеблется в пределах до 3 мм, тогда соединение лучше производить дуговой сваркой. При толщине изделия из стали от 3 мм и выше, требуется остановить выбор на электродах, которые плавятся. В большинстве случаев этот вид применяется в промышленных целях.
Естественно, после окончания процесса сварки в обязательном порядке нужно проверить уровень качества сделанной работы. По внешним признакам нужно оценить сваренную трубу, убедиться в отсутствие дефектных элементов.
Виды электродов
Относительно профильных изделий они делятся на те, которые плавятся и те, которые не плавятся. Такие электроды применяются в зависимости от материала, из которого сделаны трубы.
Электроды, которые имеют свойство не плавиться, предусматривают наличие специальной проволоки. С помощью их можно соединить в одно целое две разных трубы с одинаковыми размерами диаметра. Во время процесса сварки покрытие профильных изделий становится ровным. Плавясь, труба и соединительный узел, сливаются в одно изделие. Такой вид сварки достаточно трудоемкий, так как необходимо не потерять свойства материала, а достичь их сохранения в первоначальном виде. Рекомендуется сначала добиться, когда края станут ровными, что обеспечит перпендикуляр торцов. Ориентироваться необходимо по виду стружки.
Нужно отметить, что существуют электроды для работы с чугунными и медными изделиями. Если сравнивать прочность сварочных работ металлических изделий и пластиковых, то предпочтение отдать нельзя никому. По функциям, которые должны выполнять сваренные изделия из металла и пластика, они ничем не отличаются.
Почему отдать предпочтение сварочным работам?
1. Во-первых, соединительные работы проводятся с использованием в арсенале высокотехнического и качественного оборудования. Этот факт дает гарантию об отсутствии в будущем течи.
2. Во-вторых, этот процесс не займет много времени и сил.
3. В-третьих, себестоимость работ по установке демократичная.
4. В-четвертых, стыки не влияют на качество и функциональность. Кроме того, стыки при сварочных работах доходят до минимальных показателей.
Не стоит бояться сварочных работ в квартире. Этот процесс довольно прост и надежен. Необязательно пользоваться услугами профессиональных сварщиков, с этой работой могут справиться два человека, один из которых будет помощником. Главное, придерживаться требований работы и делать все правильно.
3 Газовая сварка – основные техники и тонкости процесса
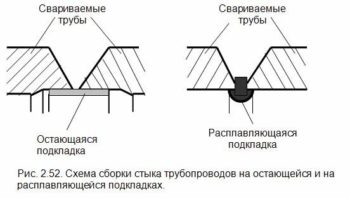
Данный вариант соединения профильных изделий менее распространен, чем рассмотренный выше, так как шов, получаемый в процессе сваривания, характеризуется недостаточно качественными механическими свойствами. При газовой сварке кромки разогреваются в газокислородном пламени, после чего происходит заполнение зазора между трубами. Как и при использовании дуговой методики, кромки необходимо очистить от грязи, а затем сделать их скос (если стенки имеют толщину от 3,5 мм и выше).
Для этого вида сварочных мероприятий обычно используют кислород или ацетилен. Газовая сварка рекомендована для соединения трубных изделий, имеющих стенки малой толщины. Решив применять именно газосварочное оборудование, не забудьте запастись специальной сварочной проволокой, чей состав идентичен составу свариваемой трубы, а также флюсом, которые требуется для уменьшения окисления металла. Флюс предохраняет металл от агрессивного влияния воздуха, создавая на поверхности расплава тонкую пленку.
Существуют две техники выполнения сварки с применением газового аппарата:
- Шов делается слева направо. Данная схема гарантирует минимальный расход газа и высокую продуктивность работ. Суть ее состоит в том, что присадка направляется за горелкой с пламенем, воздействующей на сваренный участок шва. Техника подходит для труб со стенками более 5 мм.
- Шов справа налево. Схема обеспечивает аккуратный вид шва, рекомендована для тонкостенных труб. В этом случае присадочный материал идет перед горелкой, которая нацеливается на кромки изделий.
Контактная сварка отлично демонстрирует себя в любых монтажных и погодных условиях, после нее получается очень качественный и стабильный шов, но выполнять эту процедуру могут исключительно подготовленные специалисты. В домашних условиях использовать ее практически нереально. Поэтому описывать подробно контактную сварку мы не будем. Скажем лишь то, что ее принцип основывается на нагревании электротоком профильных труб без применения каких-либо специальных присадок.
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.
На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;
Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.
Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.
Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
Технология сварки профильной трубы
Наибольшее распространение получили отработанные технологии: электродуговая, газовая и контактная сварка. Это возможно благодаря тому, что практически каждая заготовка изготовлена из низколегированной или углеродистой стали. Каждая из этих технологий предполагает применение соответствующего оборудования и способов соединения и позволяет получить надёжный шов и создать новый профильный элемент конструкции.
Сварка встык
Для увеличения длины конструкции, делается сварка профильной трубы встык. Основной проблемой такой операции является соблюдения точной стыковки торцов обеих заготовок. С этой целью изготавливают специальные прихватки, которые крепятся по всем углам. После фиксации производят наложение шва по периметру стыка. Для изделий с толстыми стенками такую обварку проводят дважды, что обеспечивает надёжность шва.

Сварка тонкой профильной трубы
Особой аккуратности и хороших навыков требует работа по соединению тонкостенных труб. Эта операция достаточно трудоёмкая и сложная. Успешно решить эту задачу можно используя тонкий электрод. Его диаметр варьируется от 1,5 до 2 мм. Наиболее приемлемыми считаются электроды марок АНО-21 или МР-3С. Электронная схема аппарата должна обеспечивать силу тока, не более 60 А.Профессионалы советуют применять технологический приём сварка точками (с отрывом).
Сварка профильной трубы под 90 градусов
Во многих конструкциях требуется произвести соединение деталей под прямым углом. Эта задача легко решается, если следовать простым рекомендациям, разработанным опытными сварщиками:
- сварка профильной трубы под 90 градусов начинается с точной разметки углов среза;
- провести точный срез (его можно произвести на ровной поверхности с фиксацией заготовки);
- применять готовые шаблоны и профессиональные угольники;
- процесс сваривания разделить на несколько этапов (сначала произвести черновое сваривание, затем произвести проверку и убедиться, как точно выдержан заданный угол, затем произвести чистовую сварку).
Соблюдение этих советов позволит получить прямой угол.
Как не прожечь трубу во время сварки
Это негативное явление возникает при работе с тонкостенными заготовками, толщина которых не превышает двух миллиметров. Чтобы не допускать этого, необходимо применять тонкие электроды. Кроме этого при установке режимов сварки следует понизить величину тока до минимальных значений. Неопытным сварщикам необходимо изучить разработанные инструкции для работы с тонкостенными изделиями.
Правила выполнения соединений
Для скрепления хомутов понадобятся два гаечных ключа подходящего размера. Болты и гайки чаще всего применяются М8. До установки конструкции необходимо в соответствии с чертежом нарезать профильные трубы и зачистить с торцов заусенцы.
Трубы вставляются в хомут, несильно скручиваются болтами, проверяются углы, болты затягиваются. Нужно следить за тем, чтобы трубы вставлялись в хомут до упора. Если выполняется монтаж большой конструкции, желательно «наживить» всю конструкцию, вымерять вертикальность и прямоугольность углов и затем затянуть все болты, начиная снизу. Такую работу лучше выполнять с помощником.
Можно собрать часть конструкции на ровной горизонтальной площадке, а затем поднять и установить. Установив две стены теплицы, установить и наживить все поперечные трубы, промерить, закрутить болты окончательно.
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.

Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.