Сварка труб встык: оборудование и технология
Содержание:
- Использование холодной сварки для ремонта протечки трубы
- Подготовка труб к сварке
- Варим трубы электродуговым агрегатом
- Сварка труб отопления
- Ремонт стыков
- Какие могут возникнуть сложности
- Холодная сварка для труб и батарей отопления – виды, свойства и правила применения
- Проверяем качество — на что смотреть? ↑
Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.
 Соединение пластиковых труб холодной сваркой
Соединение пластиковых труб холодной сваркой
Подготовка труб к сварке
Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять следующим образом. Следы от
масел, красок, лаков и других органических покрытий убирают при помощи бензина,
или специального растворителя. От грязи и ржавчины кромки можно очистить стальными
щётками или абразивными кругами.
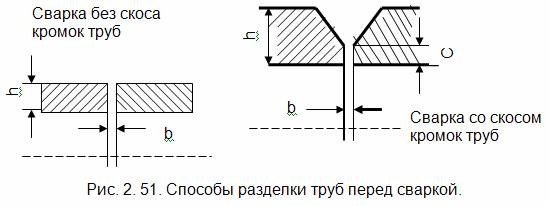
Разделка кромок труб под сварку
При
подготовке стыков труб под сварку необходимо проверить следующие показатели:
перпендикулярность торца трубы к её продольной оси. Суммарный угол раскрытия
стыка должен составлять 60-70°. Величина притупления 2-2,5мм. Фаски с торцов
труб можно снимать механической обработкой, газовой резкой или другими способами,
которые позволяют получить нужную форму, размеры и качество поверхности обрабатываемых
кромок. Схема разделки кромок указана на рисункесправа:
Сборка труб под сварку
При сборке стыков труб необходимо совмещать их кромки так, чтобы поверхности
стыков обоих труб совпадали, и ось трубопровода не была смещена. Зазор между
кромками должен быть в пределах 2-3мм и он должен быть равномерным по всему
диаметру.
Сборку и центрирование возможно сделать вручную, но минусы этого процесса состоят
в том, что он достаточно трудоёмкий и не способен обеспечить высокую точность.
Для сборки труб на производстве пользуются центраторами. Для совмещения стыков
магистральных труб большого диаметра используют внутренние центраторы, которые
позволяют отцентрировать трубы по внутреннему диаметру.
Наружные центраторы позволяют центрировать трубы по наружному диаметру и их
конструкция проще, чем у внутренних центраторов. Но при большой разностенности
труб или при большой гибкости труб, с помощью наружного центратора сложнее обеспечить
хорошее
качество сварки.
После сборки труб диаметром до 300мм, стыки скрепляют прихватками, длиной 50-80мм
в 4-х местах. При сварке труб диаметром более 300мм прихватки располагают равномерно
по окружности, и рекомендуемое расстояние между прихватками составляет 250-400мм.
Прихватки, являются неотъемлемой частью сварного шва и они должны выполняться
теми же сварщиками, которые в дальнейшем, будут проваривать стык трубопровода
с использованием таких же электродов.
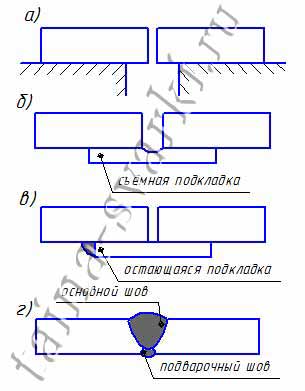
При сборке внутренними центраторами вместо прихватки лучше выполнять сплошную
заварку корня шва. Особенно, если температура окружающей среды низкая. Этот
приём позволяет уменьшить внутренние напряжения и снизить риск возникновения
закалочных трещин в металле сварного шва и околошовной зоне.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Особенности сварки профильных труб.Электродуговая сварка
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
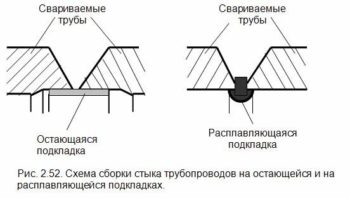
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка труб отопления
Сварку очень часто используют при фиксации и закреплении нескольких труб, как металлических, так и пластиковых. Но если будет производиться сварка металлических труб, то необходимо, чтобы человек был профессионалом. А вот муфтовая сварка пластиковых труб такого профессионализма не требует. Сварка труб отопления это достаточно сложный процесс по технологии, поэтому при этом процессе зачастую используются ножницы необходимые дл нарезки пластиковых труб и насадок, а так же нужен сварочный аппарат.
Монтаж труб можно провести качественно и быстро за счет использования сварочного аппарата, который в свою очередь может отдельные трубы превратить в единую комплекцию. Благодаря использованию сварки пайка может обеспечить прочность и большую надежность работ вне зависимости от того выполняете ли вы монтаж, или же меняете старую систему отопления на новую. Благодаря использованию сварки даже температура воды и давление в трубах не способно разорвать такое соединение. Если во время сварки будет соблюдаться необходимое время нагрева, то получиться очень крепкая и надежная конструкция. Поэтому очень важную и главную роль будет играть именно температура. Полипропиленовые трубы для отопления могут выдерживать рабочую температуру до 180 градусов. Если температура будет повышаться, то пластик может потерять свою форму. Если же температура будет недостаточна, то детали когда будут охлаждаться, могут образовать зазоры. А это в свою очередь, может привести к утечкам.
Известно, что температура воды в трубах может быть 150 градусов. Поэтому температура плавления должна быть выше указанной в самих трубах. С этого следует, что сварка пластиковых труб достаточно удобная. Лишь к сложностям при выполнении сварочных работ можно отнести следующее: необходимо контролировать движение при работе и быть очень внимательным. Если при выполнении сварки произойдет неправильный поворот любых деталей, или же будет дано излишние усилие, то сечение может быть деформированным. Помимо этого если труба будет армированной, то перед сваркой нужно будет удалить слой алюминия. В противном случае, когда будут спаиваться детали, может быть не достигнута однородность материала. И потом когда они будут охлаждаться, могут появиться трещины, расширяющиеся под воздействием температуры и воды в трубах. Поэтому к процессу сварки необходимо относиться очень внимательно.
На странице узел управления — сварка труб узла управления для кондиционирования, то есть приточных систем. Конечный результат Вы можете наблюдать в любом торговом центре при входе и внутри помещений, когда дует теплый воздух через вентиляцию.
На странице установка радиаторов — здесь основа сварки труб отопления. Монтаж батарей, регистров и их подключение к трубам автономного отопления, а значит сварочные работы с трубами на монтаже котельных для частных домов.
На странице сварка труб видны на фото монтаж паровых труб стыкованных электросваркой заводской сушильной комнаты одного из предприятий города Москва.
Кроме радиаторов для отопления, мы можем собрать и установить регистры для отопления, используемые в больших помещениях. Регистр представляет собой большой радиатор от метра и больше, циркулирующий горизонтально или вертикально, собранный из труб диаметров от 32 до 159 миллиметров.
Сварка используется для надежной фиксации двух, или большего количества труб между собой. Трубы могут быть как металлические, так и пластиковые. Для работы с металлическим материалом необходимы профессиональные умения, а вот осуществить своими руками муфтовую сварку пластиковых труб системы отопления может практически каждый.
Но и такая сварка является технологически сложным процессом, поэтому требует наличия специального оснащения. К последнему относиться сварочный аппарат и ножницы для резки материала труб.
Благодаря легкости и простоте использования сварочного аппарата монтаж можно производить быстро и качественно. Пайка дает гарантию прочности и надежности работ по ремонту старой отопительной системы или по установке совершенно новой. Авторитет такой сварки непоколебим. Рабочее давление не может вызвать взрыв такого соединения. Никакого влияния также не окажет высокая температура.
С помощью сварки труб отопления, или пайки можно добиться получения монолитной конструкции, конечно при соблюдении времени нагрева. Температура здесь играет самую важную роль. Полипропиленовые трубы любых систем отопления плавятся при температуре выше 180 градусов по Цельсию. В то же время при недостаточном количестве тепла, при охлаждении, пластик может неравномерно закрывать зазоры между трубами, которые станут протекать.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным
Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону
Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Холодная сварка для труб и батарей отопления – виды, свойства и правила применения
О методе холодного сваривания радиаторов знает любой сантехник. Далеко не каждый раз есть возможность применить горячую сварку, зато ремонт при помощи специальных клеевых составов доступен практически всегда. Холодная сварка для труб отопления пригодится при протечке, поможет ликвидировать проблему быстро и своими руками.
Холодная сварка – что это, применение для системы отопления
Технология склеивания металлов использовалась еще в древности, в результате создавались неразъемные соединения без риска окисления деталей.
Под холодной сваркой понимают технологический процесс соединения изделий без дополнительного нагрева, в результате чего их поверхности подвергаются пластической деформации. Последняя разрушает пленку окислов, которая не ранее не давала металлам состыковаться.
Сварка происходит в короткий промежуток времени в результате схватывания. На вид этот клеящий состав напоминает шпаклевку, производится на основе эпоксидной смолы.
Сейчас холодная сварка широко применяется для соединения таких металлов:
- чугун;
- сталь нержавеющая;
- медь;
- олово;
- алюминий;
- никель;
- свинец.
При помощи сварочного клея можно производить ремонт стальных и алюминиевых батарей, чугунных радиаторов, биметаллических радиаторов. Полимерные изделия для трубопровода тоже допустимо заварить таким способом. Речь идет о пропиленовых трубах, которые применяются для монтажа системы отопления. При точном соблюдении технологии возможно заклеить трубу, стояк, радиатор с любым дефектом, хотя прочность стыка будет несколько уступать таковой после электродуговой сварки.
Разновидности сварки
Все средства, относящиеся к данному виду, делятся на пластичные и текучие. Последние обязательно являют собой двухкомпонентные смеси – один флакон содержит эпоксидную смолу с добавками, второй – отвердитель. Пластичные массы реализуются в тюбиках, флаконах, баночках, ими можно замазать трубу или радиатор без разведения. Масса на вид напоминает пластилин, состоящий из двух брусочков, которые нужно перемешать между собой путем разминания пальцами. Есть возможность отделить небольшой кусочек массы, а остальную часть сохранить до следующей необходимости.
Проверяем качество — на что смотреть? ↑
Качество выполненной работы проверяется после предварительного удаления с поверхности окалины. Наружный осмотр визуально выявляет прожоги, поры и т.п. А вот невидимые микротрещины на бытовом уровне можно обнаружить при помощи обыкновенного мыльного раствора. Он наносится кисточкой на сварочные стыки, а затем в систему подается под давлением воздух. Те места, которые не проварились или шов выполнен некачественно, обозначатся пузырями на поверхности.
Так выглядит отлично выполненный шов
Теперь ответы на любые вопросы Вы можете найти на строительном портале .
Соединить металлические трубы можно при помощи самых разных способов. Какой именно способ использовать зависит от множества условий. Не всегда металлические трубы соединяются при помощи сварки. Соединение металлических труб без сварки производится с использованием фитингов, муфт и фланцев.
Как соединить трубы из металла с помощью муфты
Соединение металлических труб муфтой производится при сооружении напорных, а также безнапорных трубопроводов. Чтобы выполнить соединение необходимо:
1. Те концы металлических труб, которые требуется соединить, нужно обрезать. Полученный срез должен отличаться ровностью.
2. Туда, где должен быть стык, устанавливается муфта. Устанавливать ее нужно таким образом, чтобы средняя часть фитинга располагалась прямо по тому месту, где соединяются трубы.
3. Прямо на трубах необходимо поставить с помощью маркера пометки. Они обозначают местоположение муфты.
4. Концы металлических труб, а также муфту, нужно тщательно обмазать силиконовой смазкой.
5. Сначала в муфту нужно вставить до обозначения первую металлическую трубу. После этого требуется выровнять вторую трубу и надеть на нее муфту.
Как соединить металлическую трубу с пластиковой
Чтобы выполнить соединение пластиковой трубы с металлической потребуется использовать фитинги с резьбой или фланцы.
1. Соединение труб с помощью фитингов. На одной стороне этих фитингов находится резьба, а на другой муфта. Муфта предназначена для пластиковой трубы, а резьба для металлической. Чтобы выполнить соединение нужно открутить муфту металлической трубы или отрезать ее. Край среза смазывается солидолом. На металлической трубе при помощи резьбореза нарезается новая резьба. На резьбу наматывается пакля, которую нужно промазать силиконом. Затем производится ручное накручивание пресс-фитинга.
2. Соединение труб с помощью фланцев. Для такого соединения используются втулки под фланцы. Они могут привариваться к трубам или просто «накидываться» на них. После того, как труба будет разрезана, на один ее конец нужно надеть металлический фланец свободного типа и резиновую прокладку. Затем фланец надвигается на прокладку и соединяется при помощи болтов ответным фланцем.
Болты нужно затягивать крайне осторожно, без чрезмерных усилий
Особенности сварки металлических труб
Сварка металлических труб отопления производится с учетом следующих рекомендаций:
1. Для соединения при помощи сварки оцинкованных водопроводных труб необходимо использовать самозащитную проволоку. Диаметр ее должен быть от 0,8 до 1,2 миллиметров. Вместо проволоки также можно использовать электроды, имеющие диаметр не больше 3 миллиметров.
2. Неоцинкованные водопроводные трубы, диаметр которых не превышает 25 миллиметров, свариваются внахлест.
3. Внешняя поверхность сварочного шва должна быть ровной. На ней не должно быть наплывов, подрезов или же пор.
4. Если проведение сварочных работ вызывает определенные сложности, то в металлической трубе сначала вырезается отверстие, а потом проваривается остальная поверхность трубы. Также можно для проведения сварки использовать зеркала.
5. Сварку нужно начинать с середины нижнего участка трубы. Электрод располагается строго перпендикулярно по отношению к месту сварки. Для выполнения вертикального шва используется точечная сварка.
Сварка стали
Не секрет, что для соединения металлических труб отопления чаще всего используется метод сварки. Благо на сегодняшний день выбор аппаратуры для этих целей огромен. Причем сварочные аппараты встречаются не только для промышленного, но и бытового применения. Это открыло большие возможности для людей, которые любят все по дому делать своими руками.
И если человек раньше никогда не сваривал детали, то у него возникает множество вопросов, как это сделать. Ведь при своей достаточной простоте сварка – сложный и опасный способ соединить металлические трубы. Поэтому стоит этот вопрос рассмотреть подробнее, а в качестве дополнения можно посмотреть обучающие видео инструкции.