Сварка пластиковых труб своими руками
Содержание:
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.
 Ручной фен для сварки ПВХ-тканей и прижимной валик
Ручной фен для сварки ПВХ-тканей и прижимной валик
При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
-
Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
 Ручной экструдер для сварки пластика
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Лучшие паяльники для труб для начинающих мастеров
К моделям из данной категории стоит присмотреться тем, кто нечасто выполняет работы такого рода. Это могут быть временные ремонтные моменты или потребности, возникающие периодически. Для отбора были проанализированы 24 варианта, среди которых выделились следующие 5. Они имеют хорошие отзывы и достойную износостойкость.
Candan CM-03
Первый номинант в рейтинге – аппарат для раструбной сварки candan. Такой тип соединения считается одним из лучших и обеспечивает надежную фиксацию деталей между собой. Максимальная температура нагрева 320 градусов, чего хватит для полимерных материалов. Работать можно с трубами различного назначения: от подключения посудомоечной машины до коммуникаций ванной комнаты благодаря совместимости с диаметрами 16-75 мм. При этом не надо придумывать место для хранения набора, потому что для этого предусмотрен специальный кейс, куда помещаются рулетка, труборез, отвертка, ключ для 4 насадок, уровень.
Достоинства
- Мечевидная форма;
- Тефлоновое покрытие;
- Хорошая комплектация;
- Надежность.
Недостатки
Вес 6 кг.
На рынке замечено появление подделок данной модели. Поэтому лучше покупать у официальных дилеров. Там же будет оформлена гарантия.
Wester DWM 1500
Ручной паяльник для ПВХ труб выполнен в черно-оранжевом цвете. Обладает быстрым нагревом до 300 градусов. Справится с таким прибором могут даже те, кто первый раз имеют дело с подобными видами работ. Благодаря специальному покрытию насадок, поверхности не слипаются между собой, а расплавленные края не мажутся и не тянутся. В комплекте идут 6 насадок для диаметров 20, 25, 32, 40, 50, 63 мм, рулетка, труборез. Разработчики учли, что такая деталь, как перчатки, постоянно забывается при покупке. Поэтому для безопасности снабдили ими клиентов.
Достоинства
- Вес 5 кг;
- Не перегревается;
- Аккуратные швы;
- Не нужно ничего докупать.
Недостатки
Короткий провод питания – 50 см.
Перед тем, как приступить к сварке, пользователи рекомендуют просмотреть обучающие видео материалы и не пренебрегать инструкцией. Тогда процесс покажется несложным, а итог порадует.
Sturm! TW7219
Аппарат притягивает взгляд необычным бирюзовым цветом, хотя строение корпуса имеет стандартные формы. Модель легко транспортируется, так как вес вместе со всем 6 насадками составляет всего 4,78 кг. Туда же входят рулетка, отвертка, перчатки, труборез. Поэтому будет актуальным, если работы периодически ведутся дома, на даче, у родителей или знакомых. Мечевидная форма нагревателя мощностью 1900 Вт легко справится с полипропиленовыми трубами диаметром до 63 мм. Температура нагрева, как и у предыдущей модели – 300 градусов.
Достоинства
- Легкий в транспортировке;
- Яркий внешний вид;
- Хороший дополнительный набор;
- Легко найти в магазинах.
Недостатки
- Неудобная подставка;
- Греется корпус.
Patriot PW 100
Самый дешевый номинант в рейтинге не отстает от конкурентов. В нем сочетаются неплохая мощность – 670 Вт, дающая нагрев до 300 градусов с тефлоновым покрытием, обеспечивающим хороший эффект плавления. Подойдет такая модель для нечастого бытового использования. Для этого предусмотрены 3 насадки: 20, 25, 32. При работе с большим диаметром дополнительные аксессуары можно докупить. Комплектация патриота не отличается большим количеством составляющих и включает только отвертку.
Достоинства
- Быстрый нагрев;
- Вес 1 кг;
- Мобильность;
- Устойчивый.
Недостатки
Нагревается корпус.
Одновременно с покупкой данного паяльника рекомендуется докупить труборез и перчатки. Без них работа будет затруднительной, а за неимением отодвинется на неопределенный срок.
Elitech СПТ 800
Последний в категории номинант так же имеет мечевидную форму нагревателя и нагревается до 300 градусов. Мощность при этом составляет 800 Вт. Отлично подойдет для домашнего использования, так как напряжение не превышает 220 В – стандартное значение розеток. Эксплуатировать сварочное оборудование можно на весу с помощью термостойкой ручки или присоединив к специальной стойке. Для расширенных работ в комплекте есть 6 насадок 20, 25, 32, 40, 50, 63 и отвертка. Все это помещается в небольшой железный ящик с ручкой и не занимает много места. А вес 3 кг позволяет при необходимости брать устройство с собой.
Достоинства
- Мобильный;
- Яркий цвет выделяет среди других предметов;
- Тефлоновое покрытие;
- Индикаторы температуры.
Недостатки
Короткий кабель 1,2 м.
Производитель продумал качественное покрытие насадок, пролонгирующее срок службы устройства.
Лучшие детекторы скрытой проводки
5 Входной контроль труб, фитингов и сварочных насадок
СП 40-102-2000, кроме проверки упаковки, маркировки труб и фитингов, внешнего осмотра, предписывает «измерение и сопоставление наружных и внутренних диаметров и толщины стенок труб с требуемыми». Что такое «требуемые» размеры, указано далее: «результаты измерений должны соответствовать величинам, указанным в технической документации на трубы и соединительные детали».
А теперь внимание: казус! В России по сегодняшний день нет ГОСТа, точно описывающего геометрию полипропиленовых труб и фитингов, предназначенных для сварки враструб. Даже долгожданный ГОСТ Р 52134-2003 «ТРУБЫ НАПОРНЫЕ ИЗ ТЕРМОПЛАСТОВ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ К НИМ ДЛЯ СИСТЕМ ВОДОСНАБЖЕНИЯ И ОТОПЛЕНИЯ», принятый, наконец, весной 2004г., не учитывает, что наружный диаметр труб для раструбной сварки должен обязательно быть больше номинального диаметра трубопровода на вполне конкретную величину
А геометрия полипропиленовых фитингов в указанном ГОСТе вовсе не описана.
Все Российские полипропиленовые трубы и фитинги производятся на основании ТУ, разработку которых сам же производитель для себя заказывает уполномоченным организациям. Так с чем же сравнивать размеры труб и фитингов при входном контроле?
Всё очень просто! Эталонный нормативный документ, описывающий геометрию нагретого инструмента (сварочных насадок) для раструбной сварки – DVS 2208-1 (Германия). Главная идея – в том, что и дорн, и гильза нагретого инструмента в своей средней части имеют диаметр, соответствующий номинальному диаметру свариваемого трубопровода (рис.15). Обе рабочие поверхности насадок – конические, конусность – около 0,5º.
Эталонный нормативный документ, описывающий геометрию полипропиленовых труб и фитингов для сварки враструб – DIN 16962 «Соединения и компоненты напорных трубопроводов из полипропилена». Главная идея – в том, чтобы пластиковая труба могла быть введена в гильзу нагретого инструмента только через силу и только при оплавлении наружной поверхности трубы (рис.16). И чтобы дорн нагретого инструмента мог быть введен в фитинг также только через силу и только при оплавлении внутренней поверхности фитинга.
| Рис. 15 Геометрия сварочной насадки | Рис. 16 Геометрия трубы и фитинга |
Поэтому самая актуальная и самая простая часть входного контроля полипропиленовых труб и фитингов – проверка, что холодную трубу невозможно ввести в холодный фитинг. Кроме того, необходимо убедиться, что ни холодный фитинг, ни холодная труба не могут быть совмещены с холодной насадкой.
Если это не так, соединение вашей трубы с вашими фитингами по технологии раструбной (муфтовой) сварки невозможно.
На практике сварочные насадки, даже китайские или турецкие, крайне редко имеют неправильную геометрию. Все они обрабатываются на станках с ЧПУ согласно требованиям DVS 2208-1. Если полипропиленовый фитинг (или труба) свободно совмещаются, то в 99,99% случаев причина – в бракованном фитинге (или трубе).
При выборе насадок имеет смысл обращать внимание, прежде всего, на качество тефлонового покрытия. Антиадгезионные свойства тефлона можно проверить с помощью подтекающей шариковой ручки
Если удается оставить капельку пасты на тефлоне – плохо. К хорошему тефлоновому покрытию капля пасты не прилипнет, останется на стержне ручки. А насколько покрытие долговечно – покажет только время.
Другой признак дешевой насадки – когда рабочая поверхность не гладкая, а в рельефных кольцах. Низкокачественная токарная обработка приведет к быстрому износу тефлона на выпуклых ребрах.
И еще. Все приличные насадки имеют в боковой части сквозной воздушный канал. Например, полипропиленовую заглушку просто невозможно надеть на сварочную насадку, если нет воздушного канала.
Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
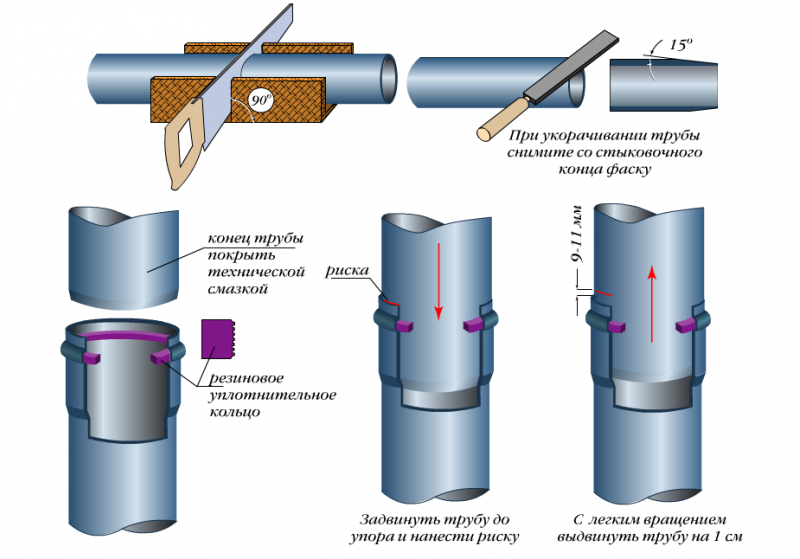
Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов
Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном
При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры)
Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении
На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.